CT scanning is used to inspect stainless steel micro connectors and valves for internal weld defects and dimensional accuracy. It reveals voids, cracks, or misaligned welds that aren’t visible from the outside, while also confirming that tight tolerances are met. The process is non-destructive and ideal for quality control in precision manufacturing. Traditional methods require sectioning samples for internal evaluations, which could damage or eliminate critical areas of interest.
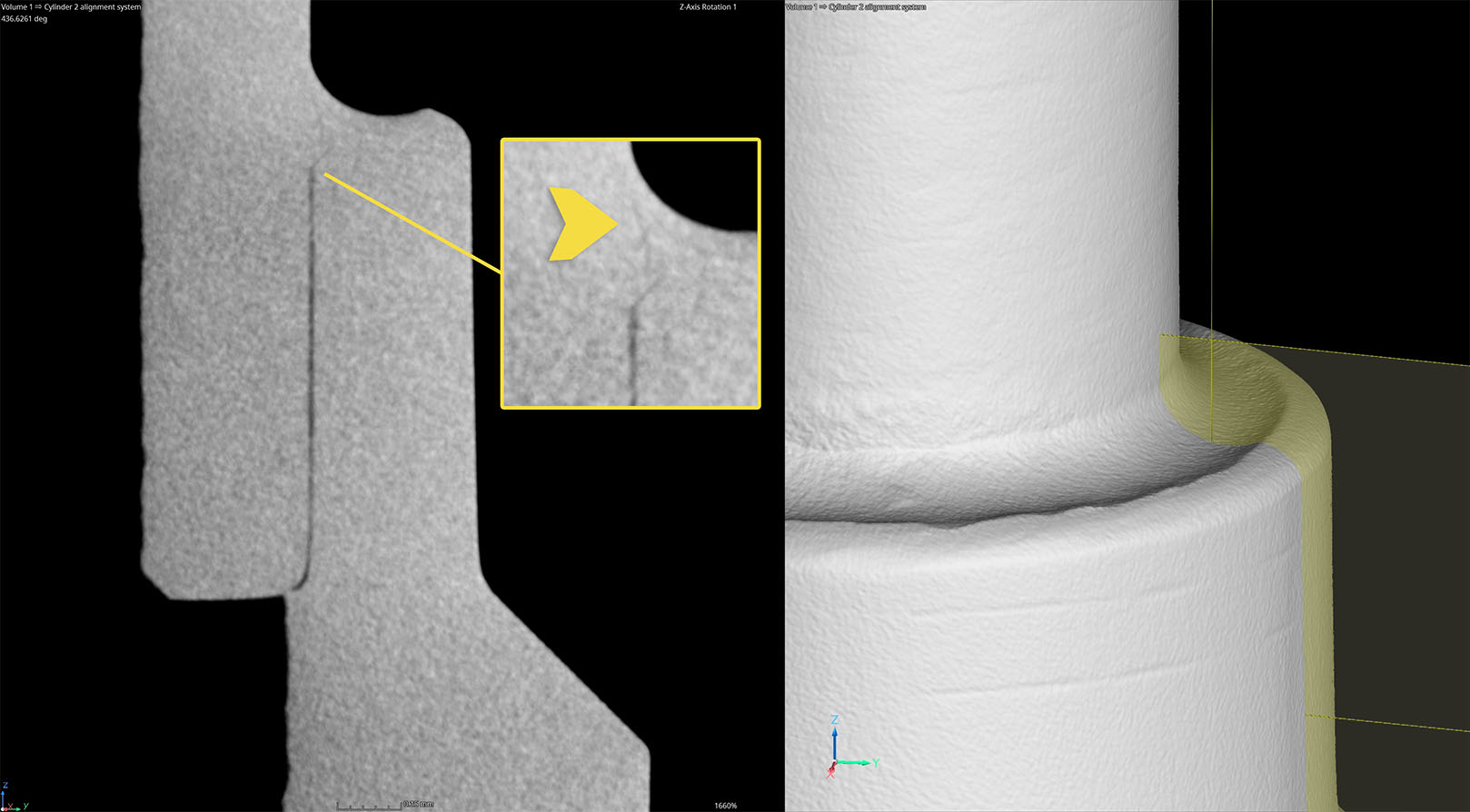
Crack in micro-weld
CT scanning revealed the linear, cracklike indication in the weld below, which was undetectable by visual inspection and dye penetrant. The scan provided exact location, length, and depth, allowing for targeted evaluation of the weld quality and potential failure risk. Early detection like this is critical in high-precision or pressure-sensitive applications, where even small defects can compromise performance and mission integrity.
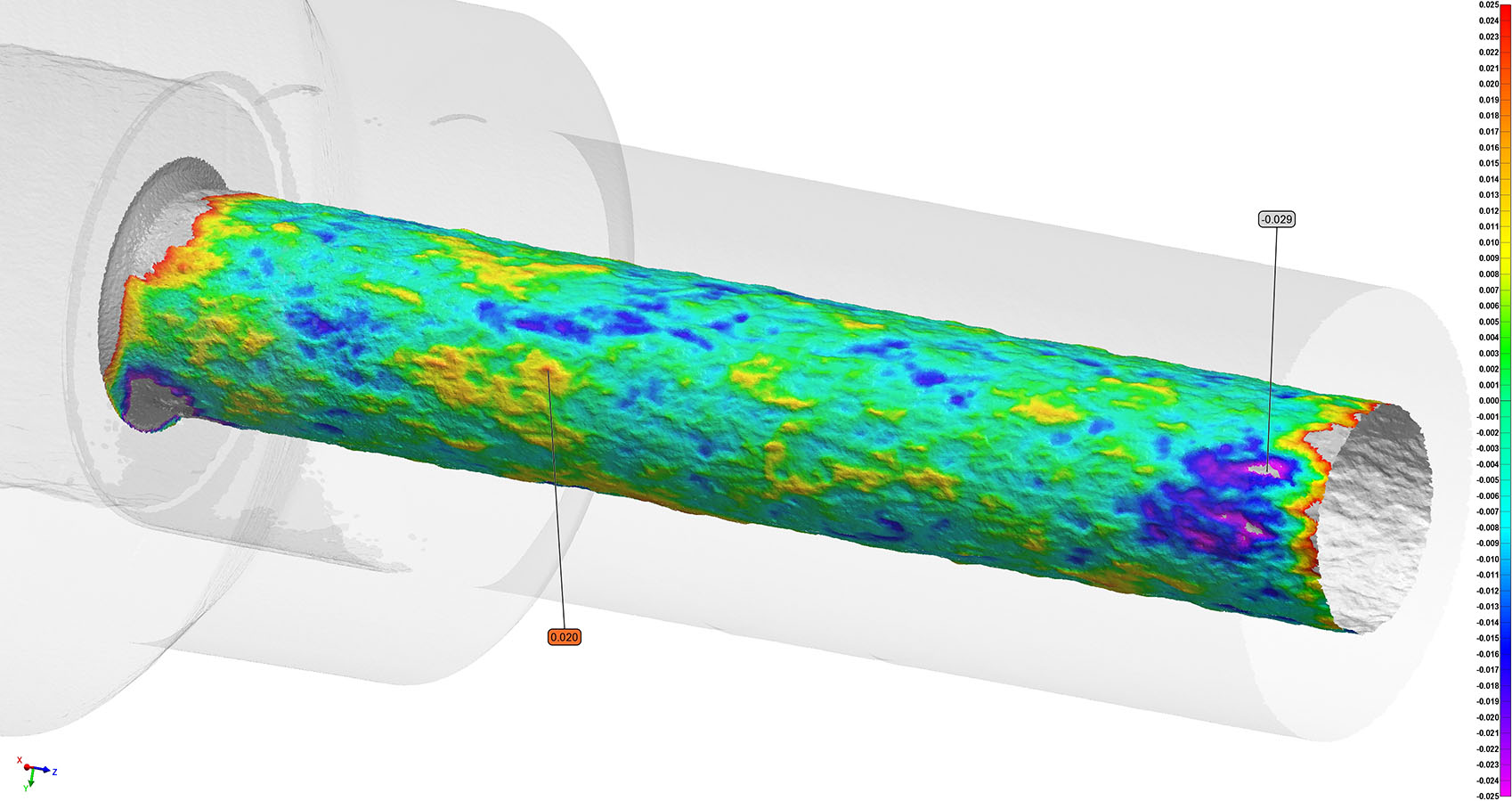
Measuring Internal Profiles
Micro-CT scanning is effective for measuring intentional surface roughness in steel microfluidic components because it captures high-resolution, water-tight, internal and external surface data. This allows engineers to evaluate surface conditions that influence flow behavior, such as turbulence or adhesion, within tiny channels or chambers. Unlike tactile or optical profilers, micro-CT can measure roughness on complex, internal geometries where direct non-destructive access is impossible, ensuring the intended surface characteristics are consistently produced and maintained throughout the part and its production.
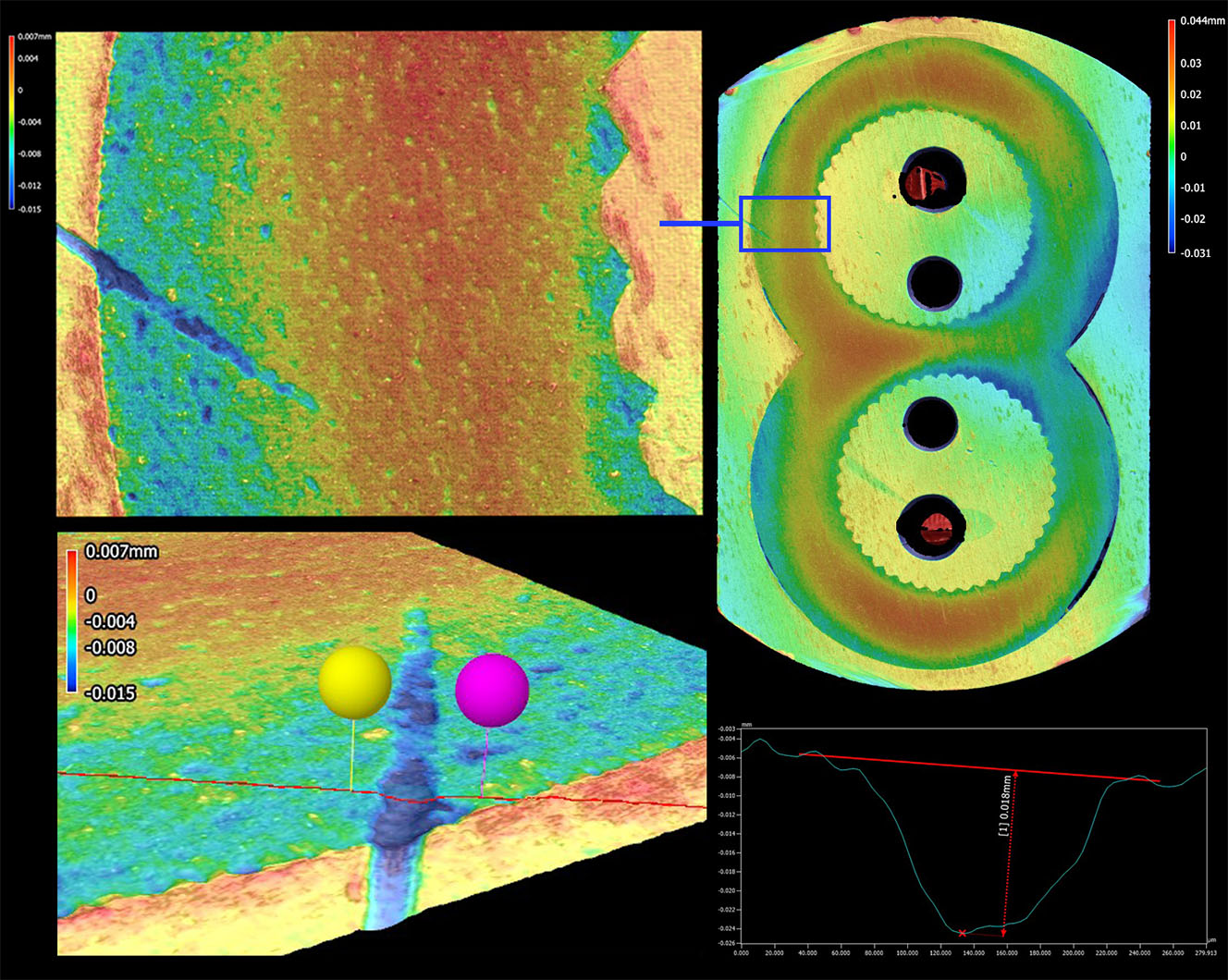
MEASURING SCRATCHES AND VOLUME WITH 3D PROFILOMETER
3D profilometry is commonly used for complex assemblies to assess scratches and surface roughness because it provides high-precision, non-destructive measurements of surface features. Unlike traditional methods like tactile probes, 3D profilometry captures detailed topographical data across a surface, allowing for accurate detection of small imperfections like scratches, dents, or irregularities. This technology is particularly useful in industries where surface quality is critical, such as aerospace or electronics, as it enables thorough analysis and quality control without damaging sensitive components.
HEIGHT MAPPING FROM DEFINED PLANE
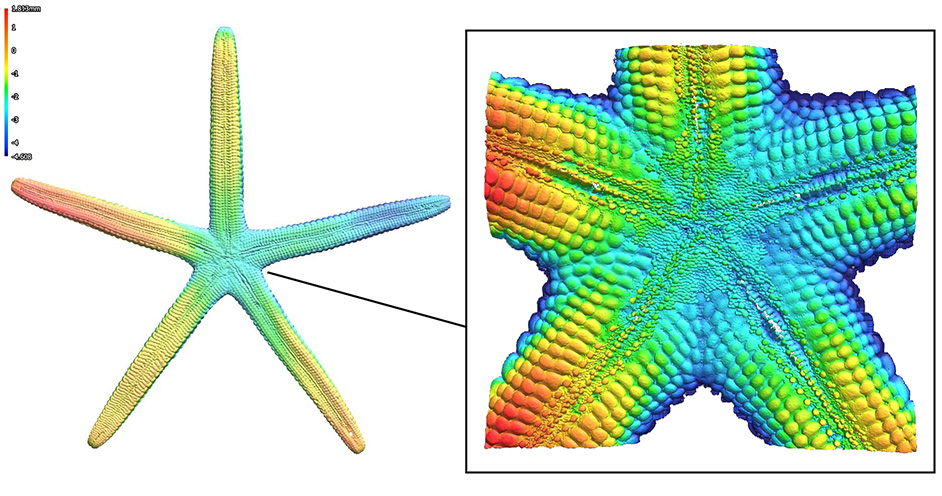
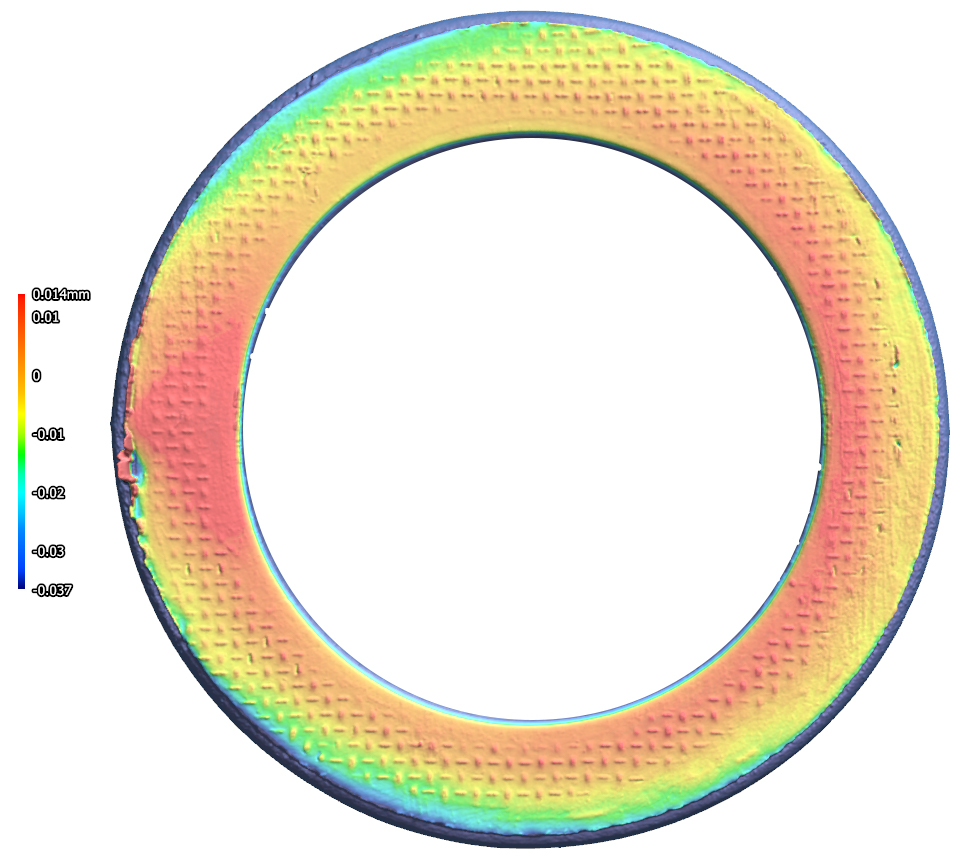
Height mapping, also known as surface profiling, is a technique used to create a detailed deviation map of the surface’s topography by capturing the height variations across a surface. We do this with a variety of systems like our CT scanners, laser scanners, and optical 3D profilometer, which scan the surface and record the height at each point, generating a three-dimensional representation of the surface.
Red areas represent a higher zone, while blue blue represents a lower zone relative to a zero location like the outside, orange flange.
Our Keyence optical profilometer and microscope is capable of 80x magnification and .1 um resolution. This allows us to characterize miniscule features like scratches for depth and origin, as well as surface offsets that should be perfectly level.
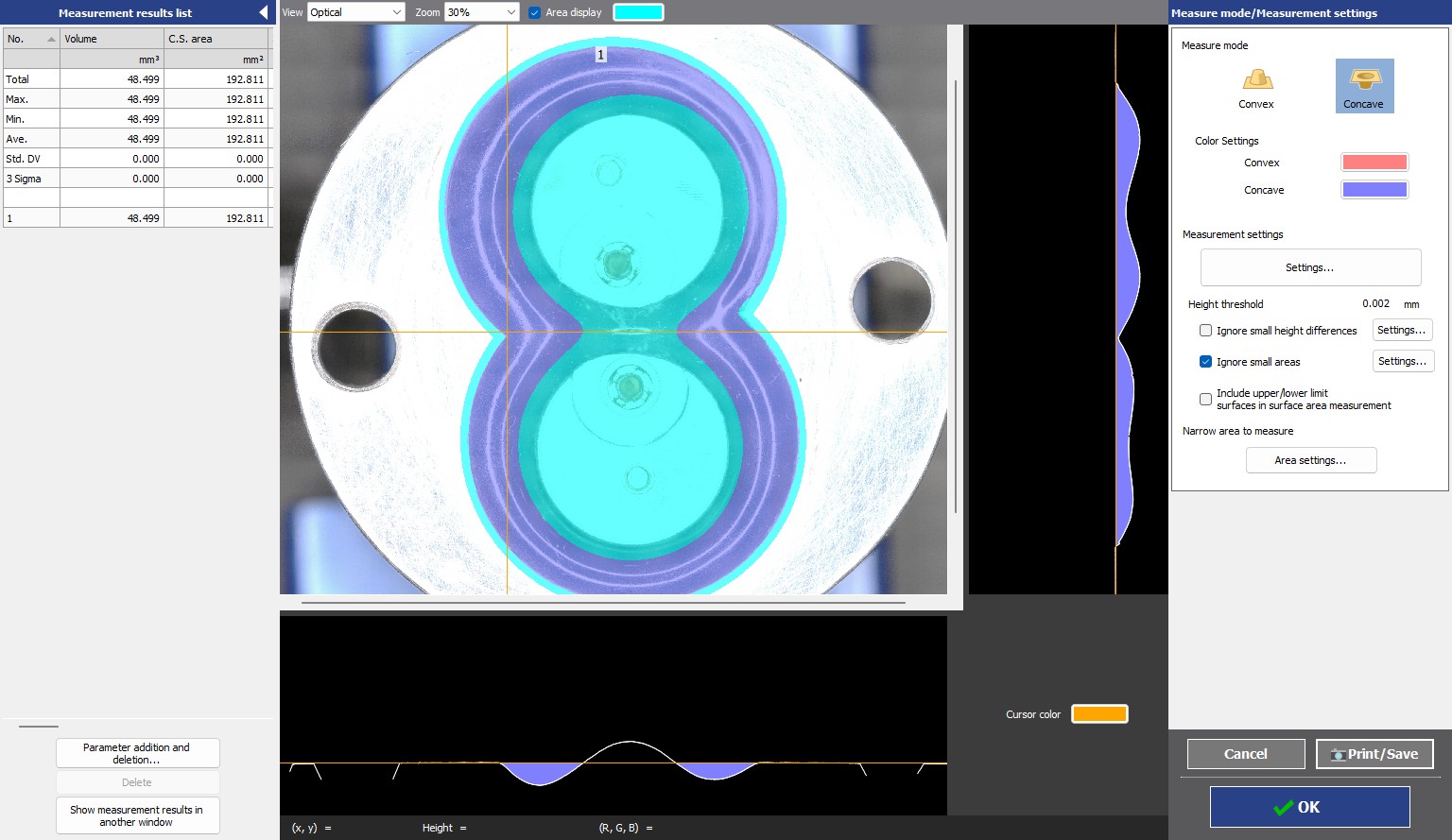
VOLUME & AREA IN CONVEX OR CONCAVE FEATURES
For convex or concave features, such as indentations or depressions, our 3D profilometer captures surface data and detects where the surface raises or drops below a reference plane. The volume is then calculated by determining the difference in height between the surface and the reference.
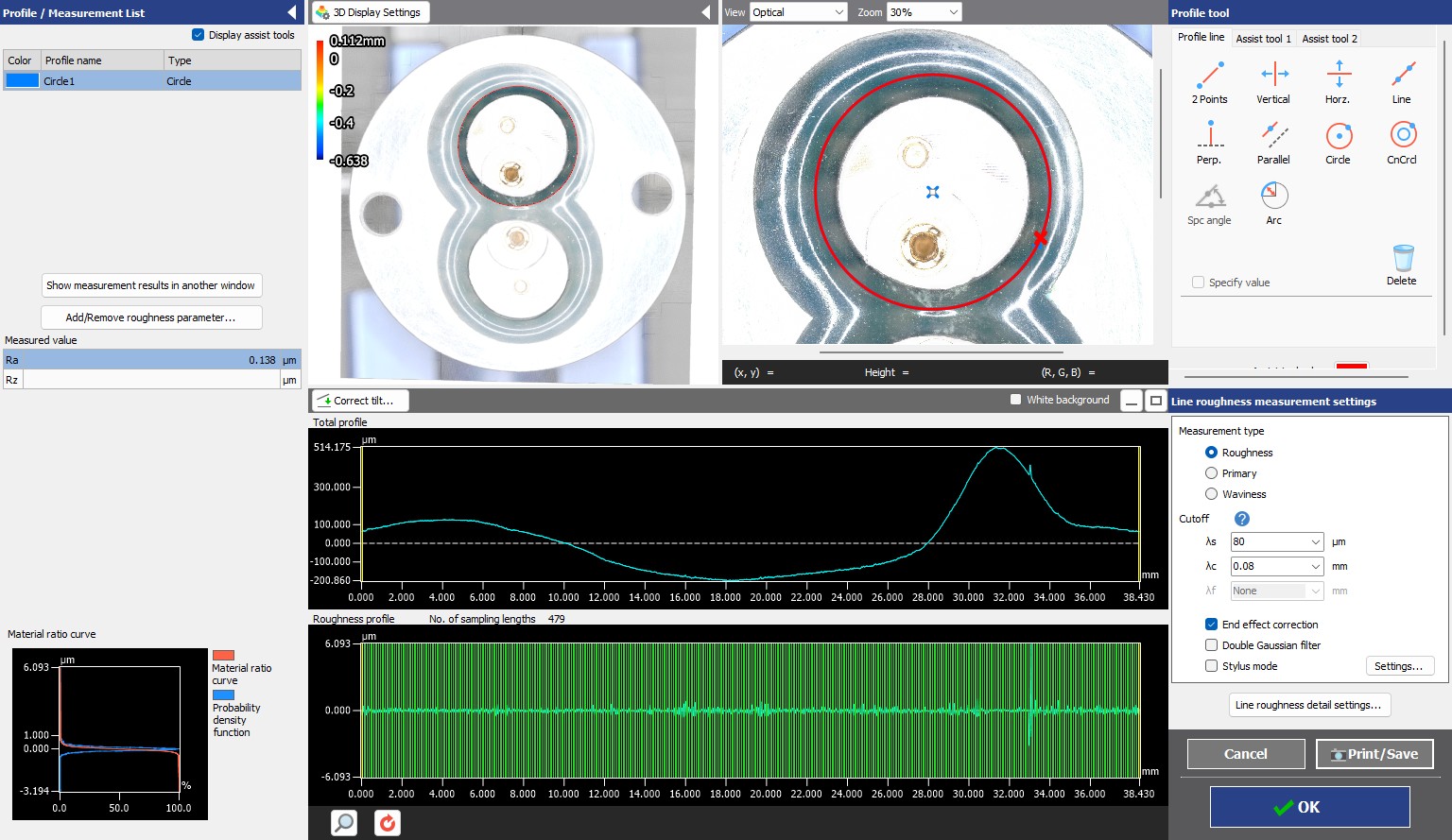
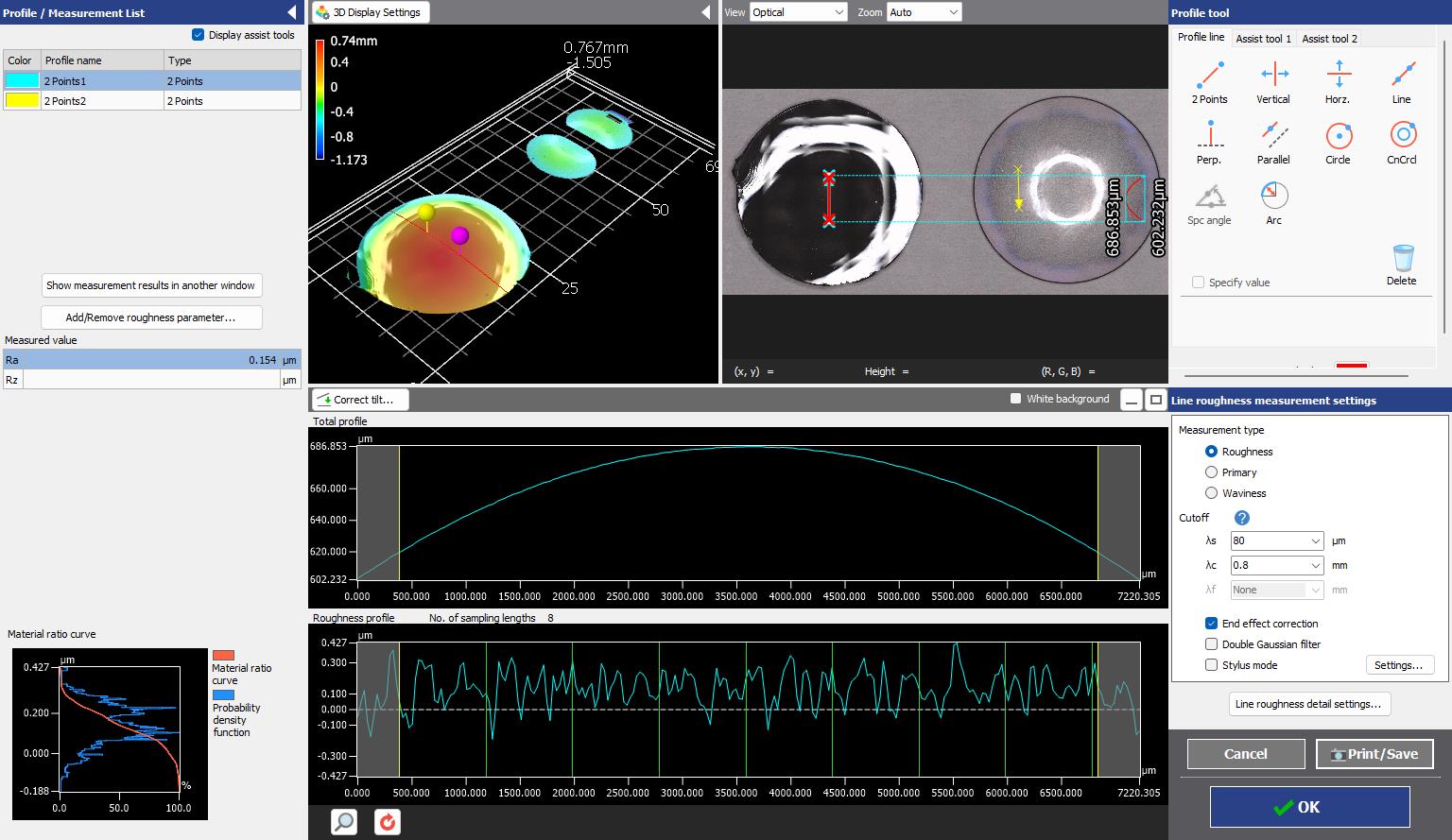
COMPLEX PROFILOMETRY USING EXTRACTED GEOMETRY
Unlike a tactile profilometer, our 3D optical profilometer can measure surface roughness using complex geometric tools. This example shows that we can extract a circle center and then offset a concentric circle to a pre-determined distance to measure a perfectly circular surface roughness result. The profile of a line can also be analyzed.
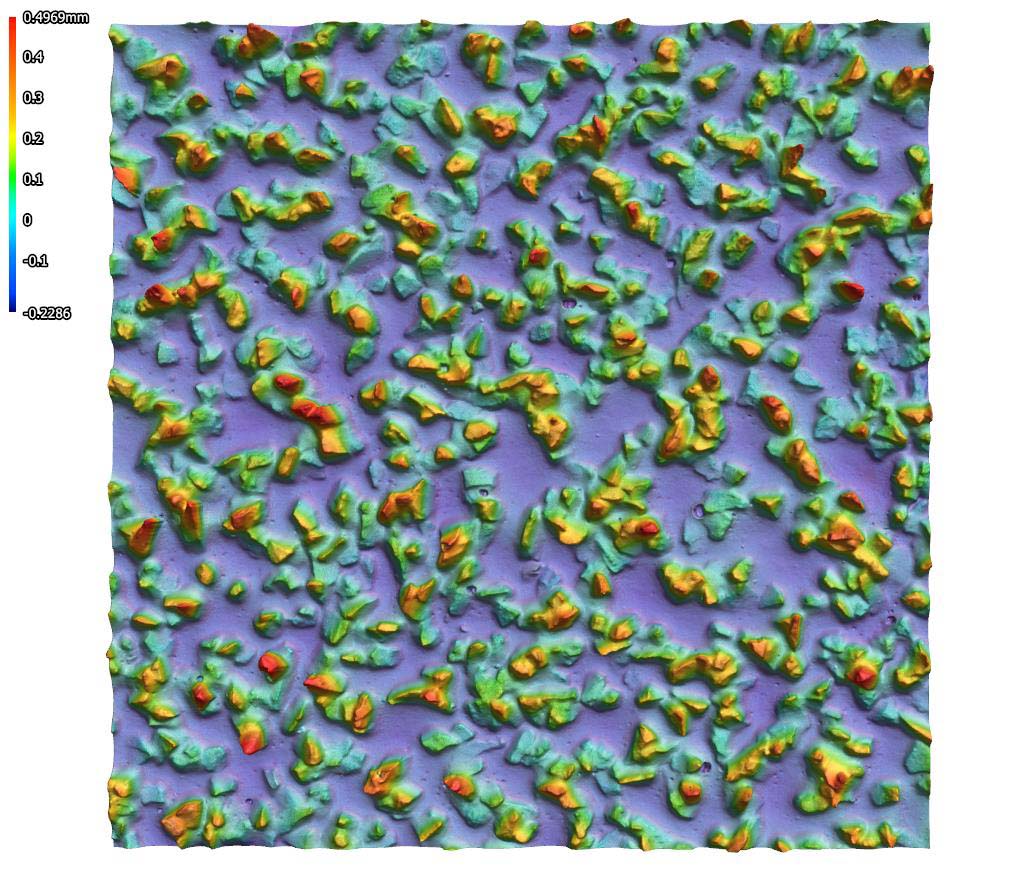
Our 3D optical profilometer is a powerful tool for measuring the surface topography of materials with high precision. For example, it can be useful for evaluating sandpaper grit – the subject of this case study.
Grit size in sandpaper corresponds to the roughness and texture of its surface, which is crucial for manufacturing applications like sanding, polishing, or abrasive processes. 3D optical profilometry measures surface roughness by capturing detailed topographic maps of the sandpaper’s surface. The benefit of 3D mapping is in collecting large area measurements to better understand grit size and distribution.
It also allows us to compare sandpapers of various grit sizes, objectively analyzing the relationship between grit size and surface roughness.
40 Grit Min/Max range: 0.7255mm
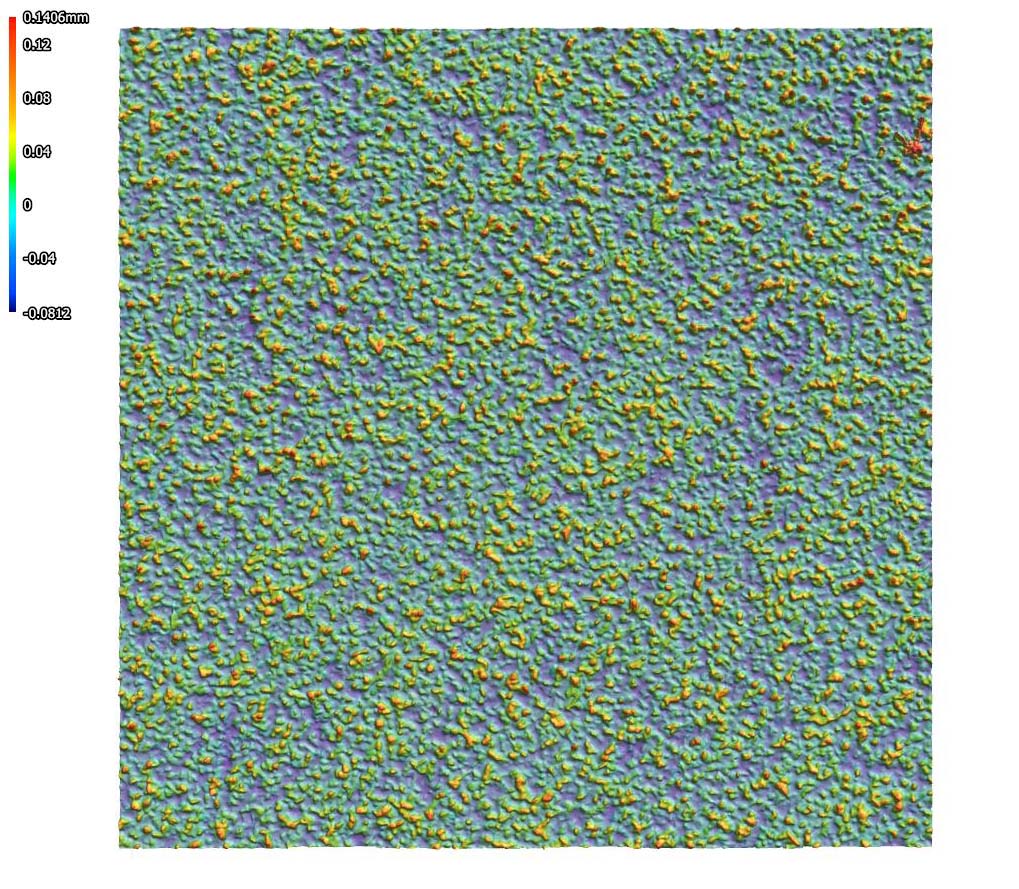
100 grit min/max range: 0.3009mm
150 Grit Min/Max range: 0.2218mm
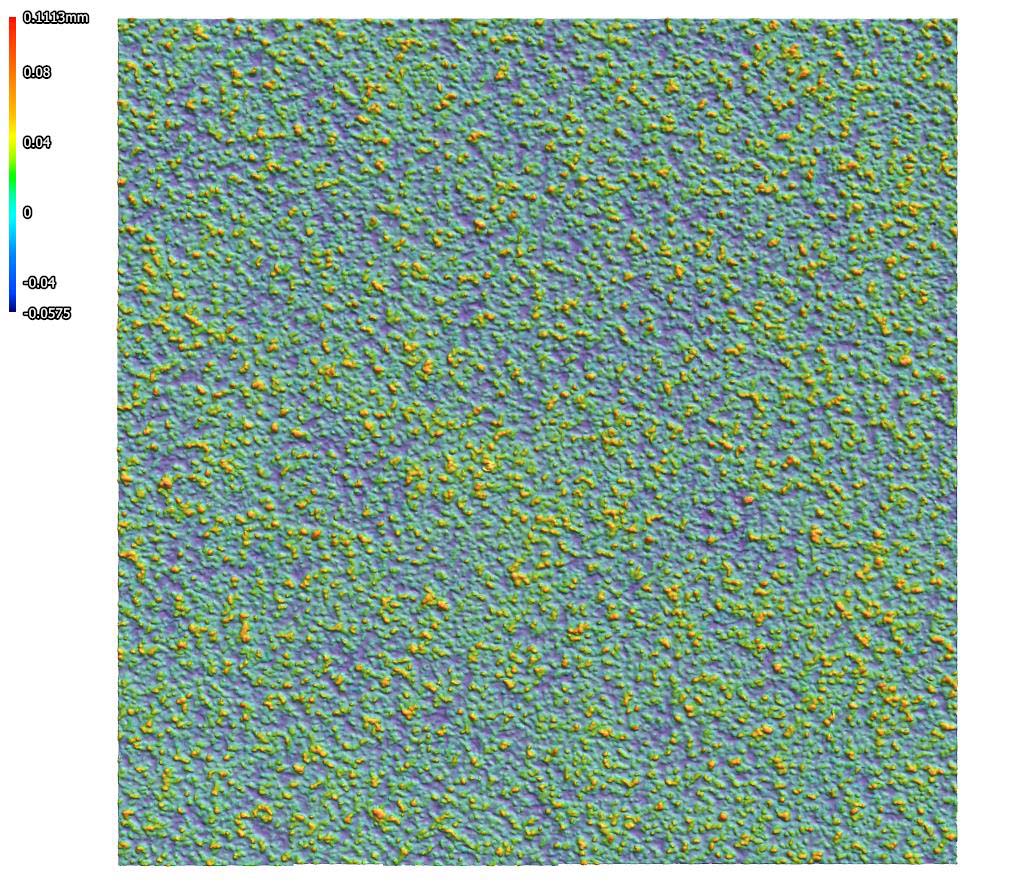
220 grit MIN/MAX RANGE: 0.1688
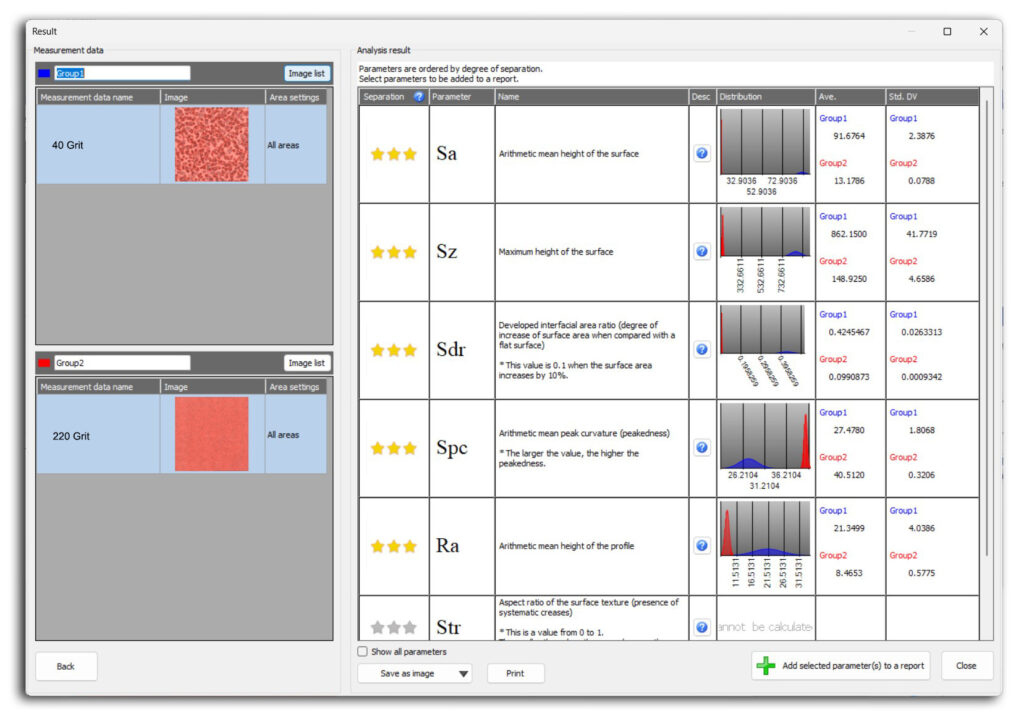
PARAMETER RECOMMENDATION TOOL
A unique feature to the Keyence VR system is the “Parameter Recommendation” function. If you have two samples with an undescribed or unknown difference, the recommendation tool can process the scans through a variety of metrics for sample comparison. Below demonstrates a direct comparison of five metrics (Sa, Sz, Sdr, Spc, and Ra) between the 40 and 220 grit samples.
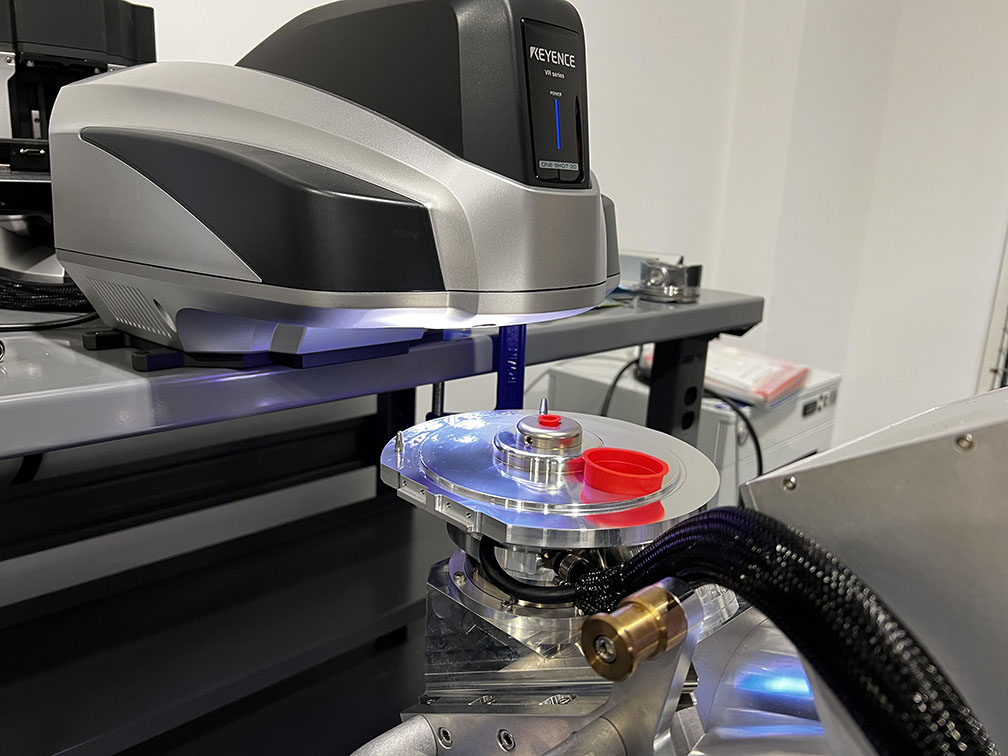
Our modular & portable Keyence optical scanner offers significant advantages for surface roughness mapping of large components. Its high-precision laser scanning enables detailed, accurate measurements across expansive surfaces, ensuring consistent quality control.
The modular design allows for flexible data acquisition, making it suitable for various industrial applications and capable of handling components of different sizes. Its ability to produce high-resolution, 3D surface profiles enhances the detection of minute imperfections and variations.
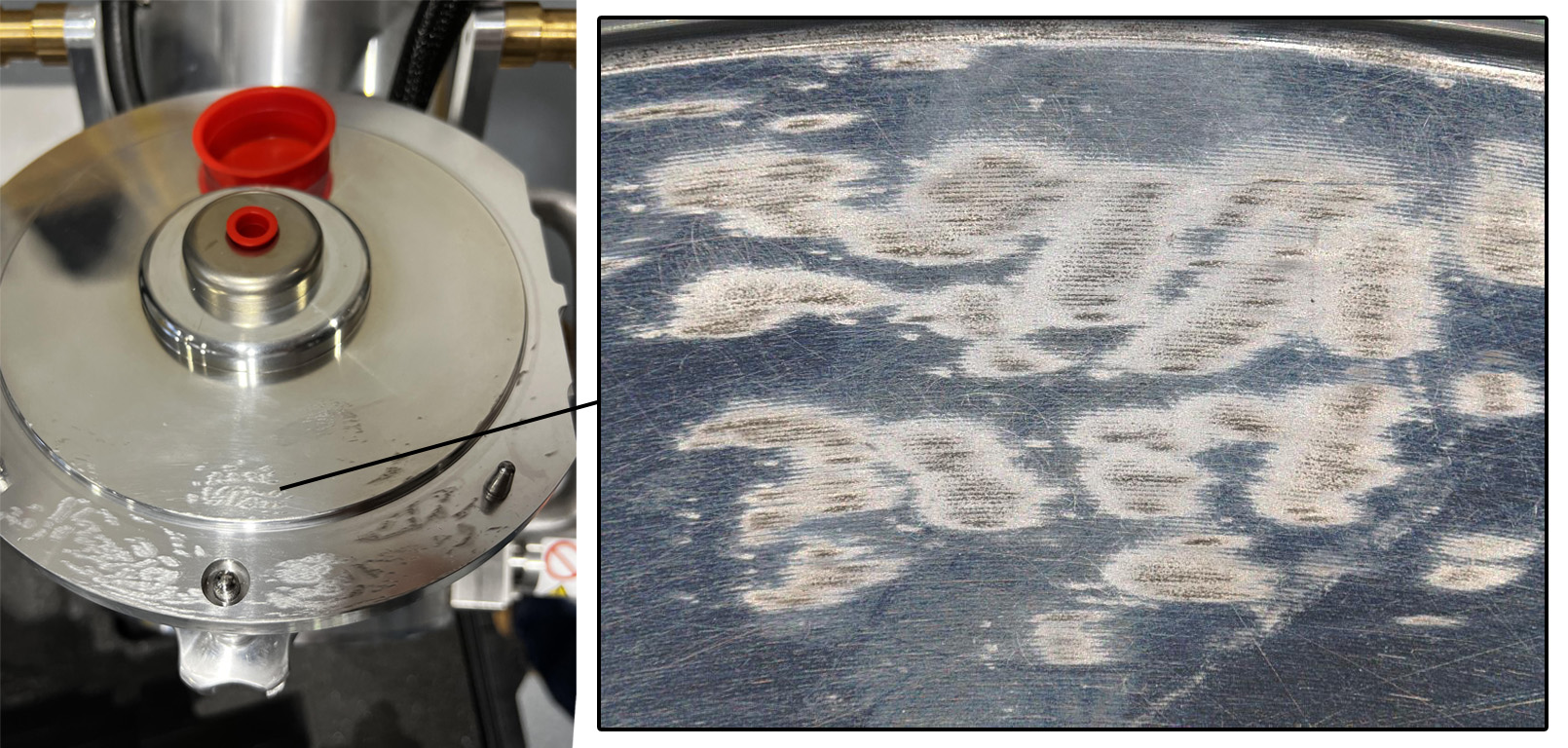
This case study demonstrates the scan head fixed to the edge of a table with the test specimen lifted into focus below the scan zone. The test specimen is an x-ray source with a peculiar roughness condition near a vacuum sealing surface.
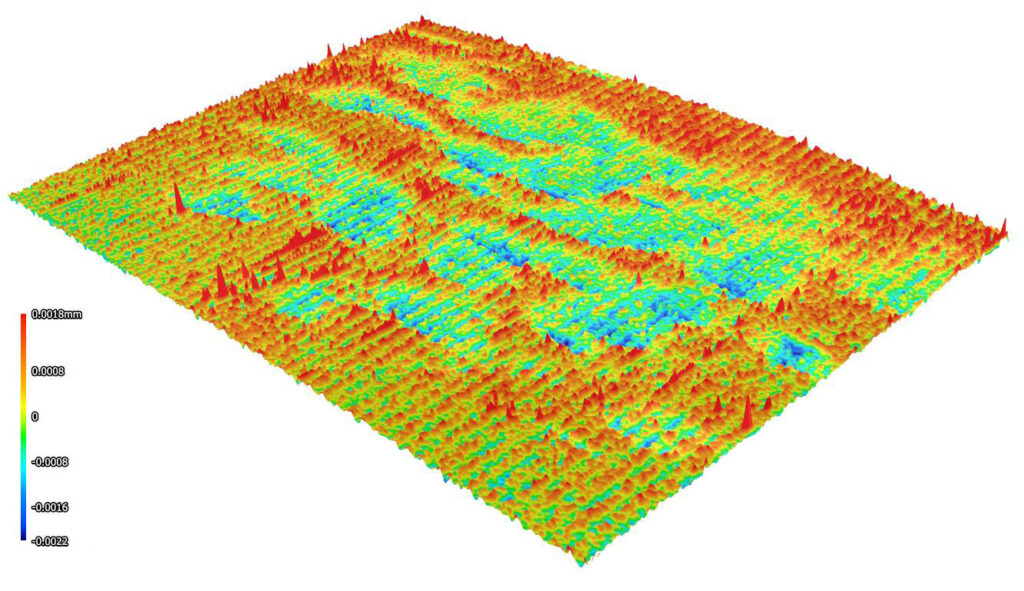
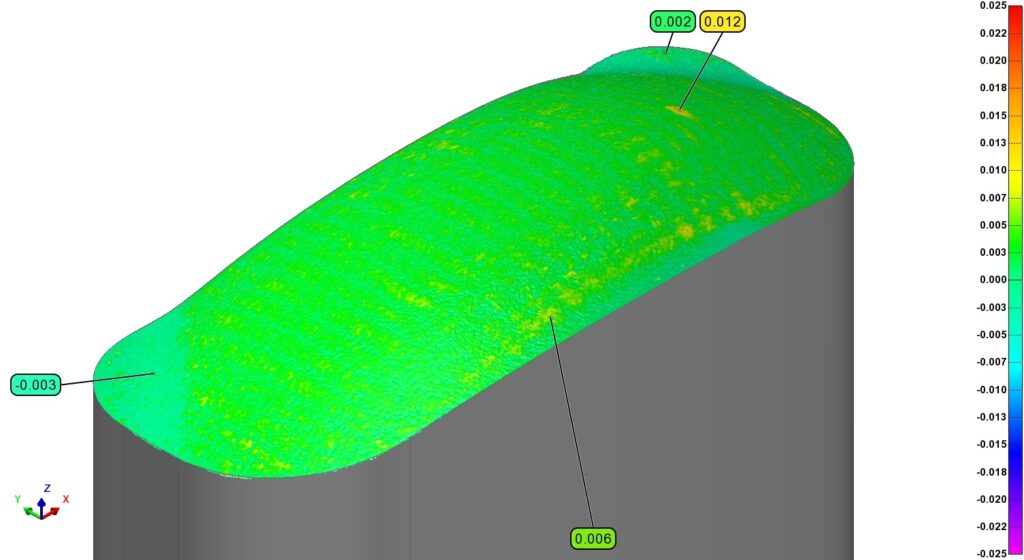
SURFACE ROUGHNESS MAP +-.002 MICRONS
The below 3D scan shows a range of surface deviation between +.0018mm and -.0022mm.
The Streurs RepliSet produces replicas that are dimensionally correct and have an ultrafine detail reproduction. RepliSet can replicate details with dimensions less than 0.1 micron over the whole replica surface, which can be of any size or shape. RepliSet has no shrinkage and can thus be used for highly accurate metrological measurements.
For example, RepliSet was used to coat this lens for surface roughness inspection. The below shows data using Repliset and data from our Keyence VR6000 without ReliSet. The right (blue-to-green) data shows no lens contour and is not able to be measured because the white light fringe pattern passed through the material.
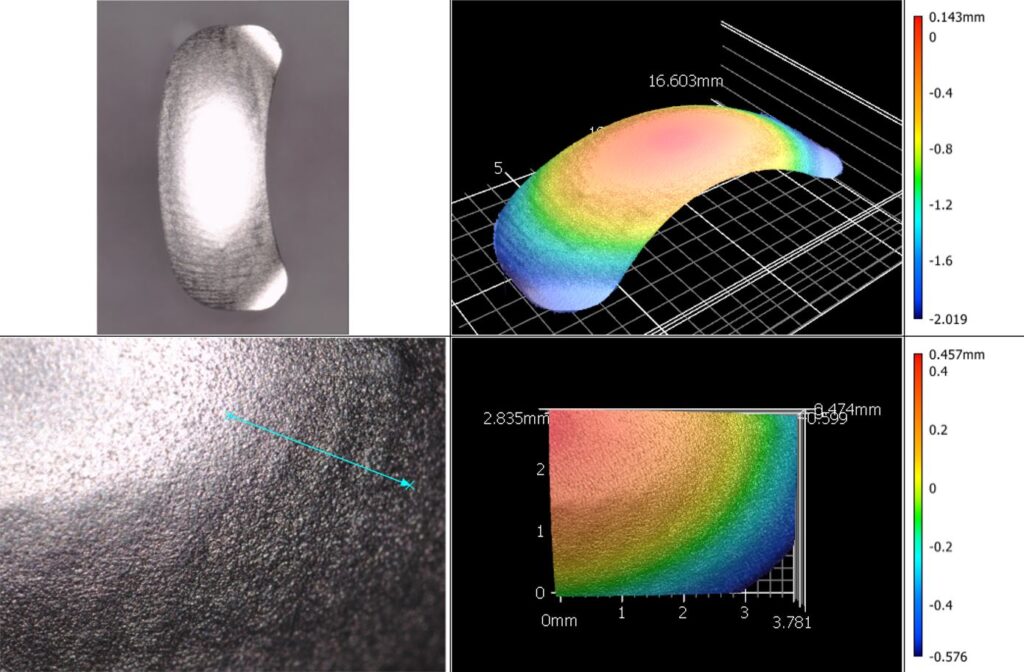
Surface finish is a critical factor in the performance and longevity of engine pistons. As the primary component that converts combustion energy into mechanical motion, pistons operate under extreme conditions, including high temperatures, pressures, and friction. The surface finish of a piston directly influences its ability to retain oil for lubrication, form effective seals with the piston rings, minimize friction with the cylinder wall, and manage heat dissipation.
Surface finish of pistons is difficult to achieve due to their complex shapes, inaccessible geometries for tactile probes, varying material properties, and tight tolerances. Our non-contact optical profilometer (Keyence VR6000) allows us to three dimensionally capture these geometries and specify exactly where optimal measurements should be performed.
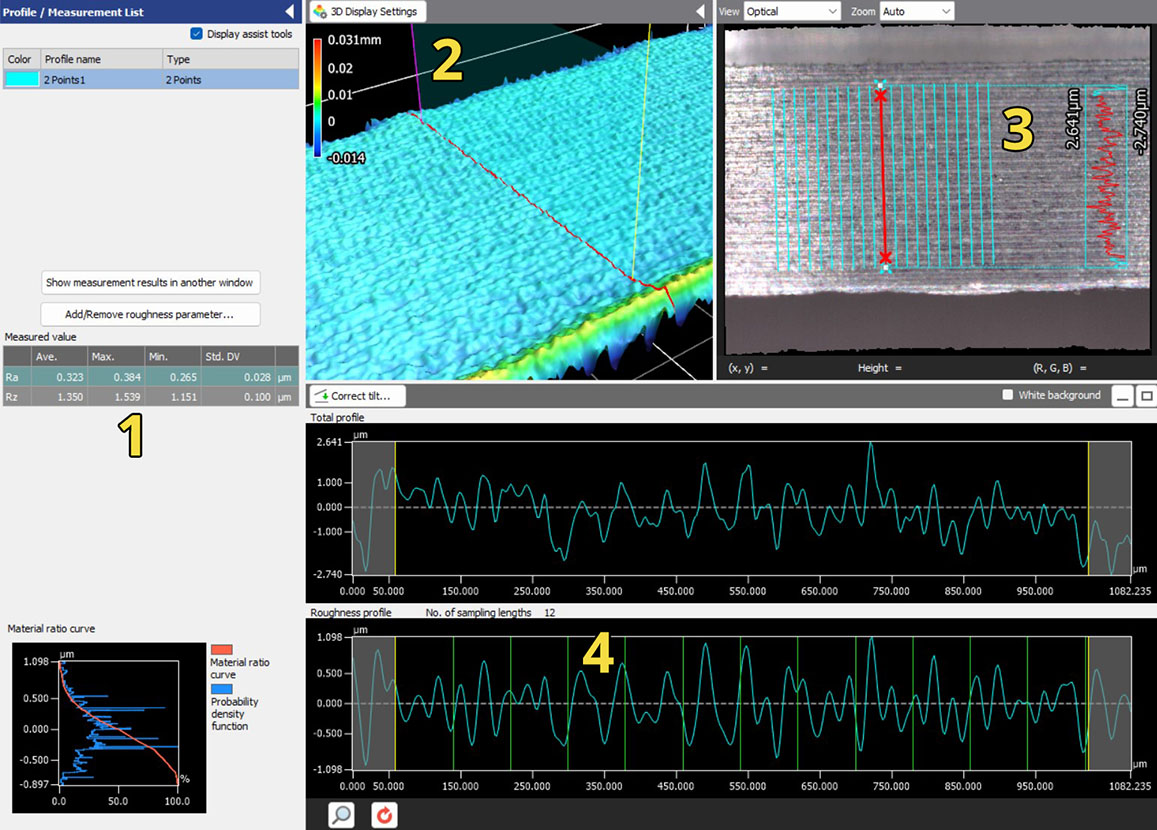
PIN BOSS GROOVE
Due to the short run available for measurement, tactile profilometers may struggle to perform this measurement. By angling the piston a few degrees we can capture 30-40 degrees of the groove. Below are some descriptions of the measurements:
Ra & Rz values
3D map of surface with deviation values
Multi-line profilometer measurements across the groove
Surface profile and roughness profiles, sampling lengths
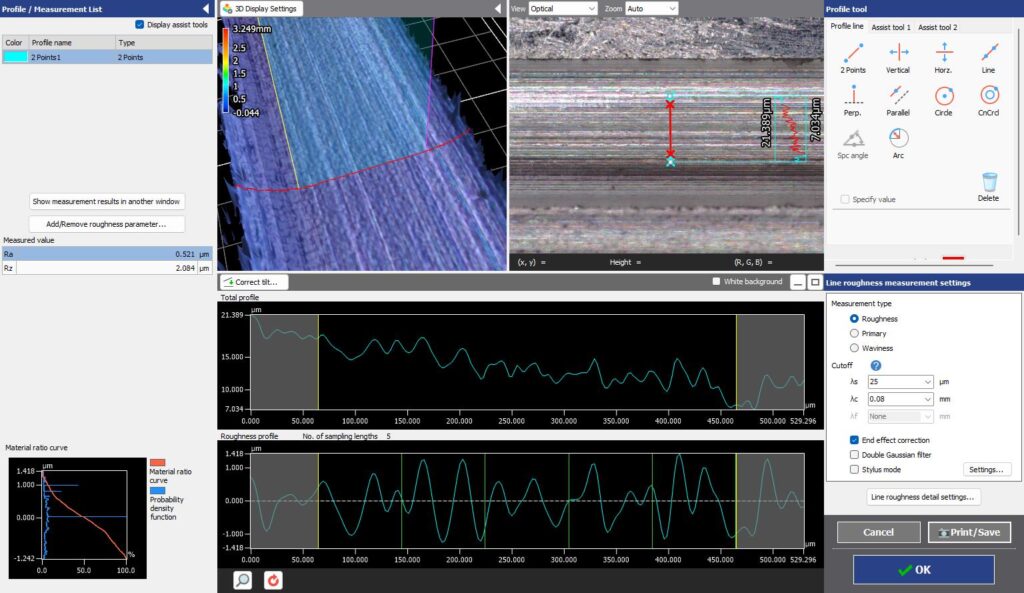
COMPRESSION RING GROOVES
These narrow but deep grooves make inspection particularly difficult, if not impossible for tactile probes. A distinct advantage of non-contact optical profilometry is the fast acquisition, repeatable measurements, and robust visualization of the geometry.
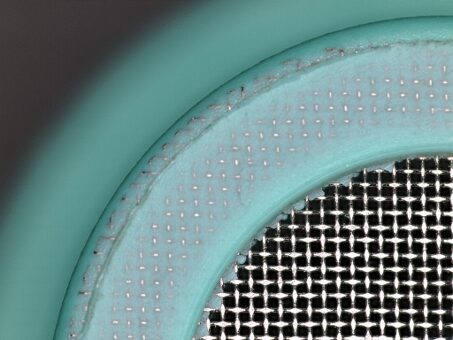
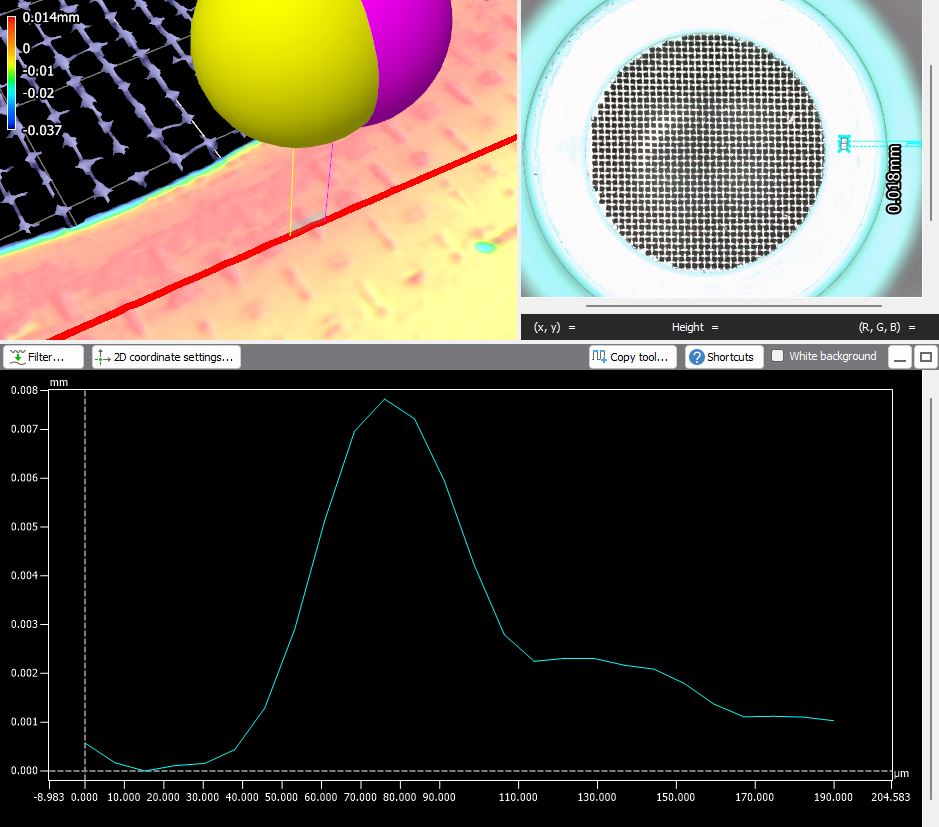
Over-molded fine mesh filters are used in every industry for applications like oil, water, and air filtration. The Keyence VR Optical Profilometer allows us to inspect mesh protrusions to improve flow efficiency, reduce debris accumulation, and improving the lifespan of the filter.
We are able to produce high magnification, telecentric imaging of components for visual inspection, 2D programmable measurement routines, and submicron resolution 3D scans for CAD comparisons, reverse engineering, and FEA.
In the fast-paced world of manufacturing and quality control, precision and accuracy are non-negotiable. Our Keyence VR 6000, a cutting-edge optical, non-contact, programmable surface roughness and metrology inspection system is revolutionizing the way our clients approach quality assurance.
Traditional methods of vision and surface inspections can be time-consuming and prone to error, but with the Keyence VR 6000, we offer a powerful tool that delivers unparalleled accuracy and efficiency. This state-of-the-art system allows for high-speed, non-destructive measurements, providing crucial insights into surface finish and dimensional characteristics without physical contact.