Skip to content
Home
About
Services
Industrial CT Scanning Services
Collectibles CT Scanning Service
Digital X-Ray Services (DR)
3D Scanning & Metrology
CMM Services
2D & 3D Vision & Optical Profilometer Services
Reverse Engineering Services
3D Printing & Fixturing
Dye Penetrant Testing Services (PT)
Ultrasonic Testing (UT)
Eddy Current Testing Services
Visual Testing Services (VT)
Magnetic Particle Testing Services (MT)
NDT Consulting & Oversight
Training & Certifications Services >
Training Course List
X-Ray Film & Image Review Services
Resources
Case Studies
Industrial CT Scanning Case Studies
Industrial X-Ray Case Studies
3D Scanning & Reverse Engineering Case Studies
Guides
X-Ray Safari
Contact
Home
About
Services
Industrial CT Scanning Services
Collectibles CT Scanning Service
Digital X-Ray Services (DR)
3D Scanning & Metrology
CMM Services
2D & 3D Vision & Optical Profilometer Services
Reverse Engineering Services
3D Printing & Fixturing
Dye Penetrant Testing Services (PT)
Ultrasonic Testing (UT)
Eddy Current Testing Services
Visual Testing Services (VT)
Magnetic Particle Testing Services (MT)
NDT Consulting & Oversight
Training & Certifications Services >
Training Course List
X-Ray Film & Image Review Services
Resources
Case Studies
Industrial CT Scanning Case Studies
Industrial X-Ray Case Studies
3D Scanning & Reverse Engineering Case Studies
Guides
X-Ray Safari
Contact
sales@industrialinspection.com
(231)246-8473
Month: May 2024
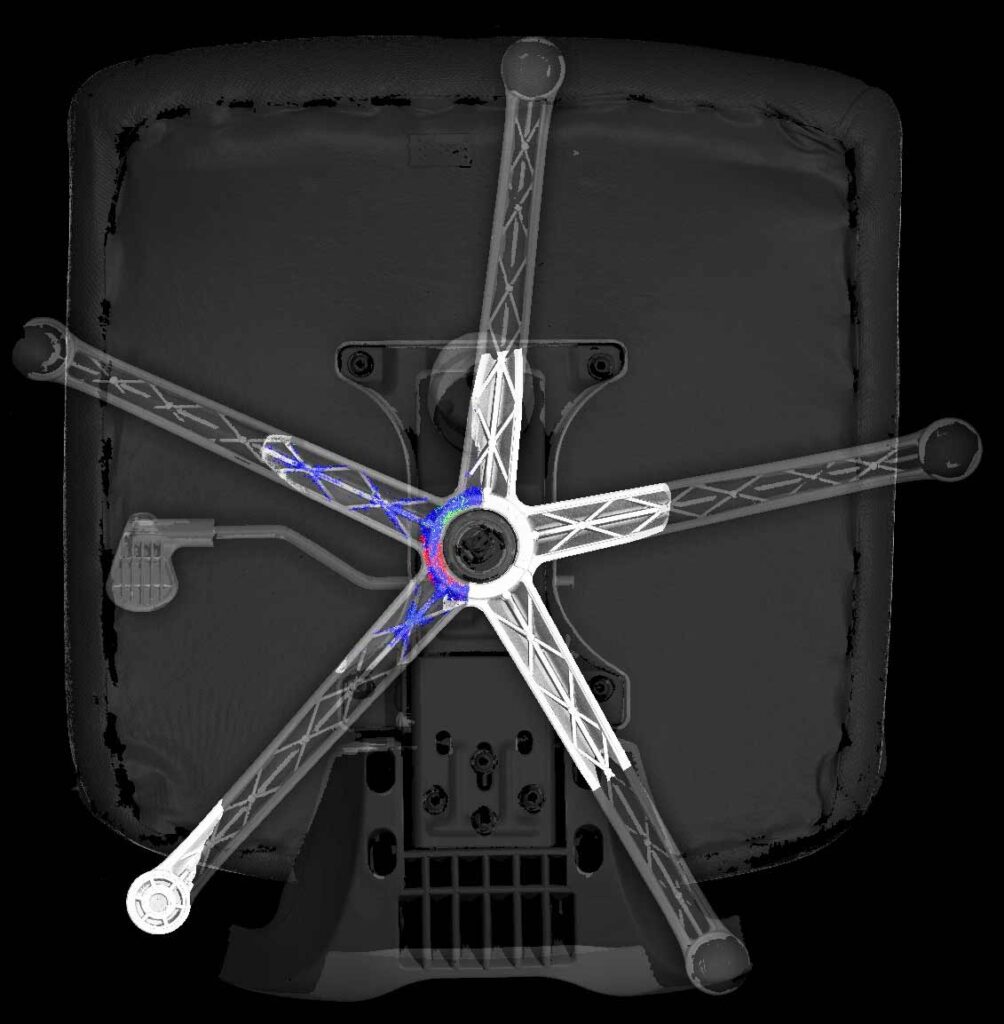
Investigating Failed Components using Industrial CT Scanning
May 31, 2024
/
3D Scanning & Dimensional
,
X-Ray & CT Scanning
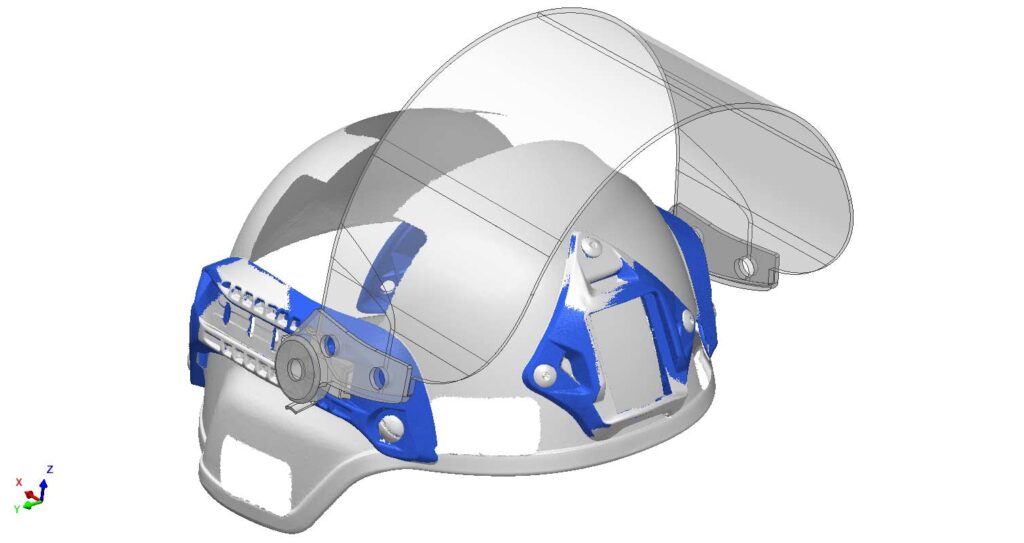
Designing New Components Around Existing Geometry
May 30, 2024
/
3D Scanning & Dimensional
,
Reverse Engineering
,
X-Ray & CT Scanning
What is Industrial X-Ray Imaging?
May 27, 2024
/
Guides
,
X-Ray & CT Scanning
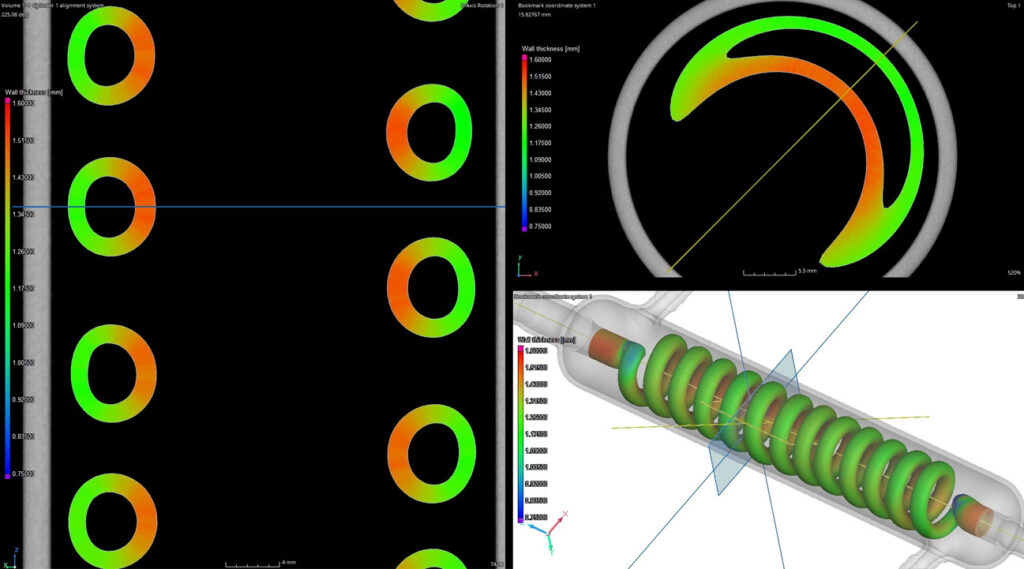
CT Scanning Coronary Stents for Weld Evaluation
May 26, 2024
/
X-Ray & CT Scanning
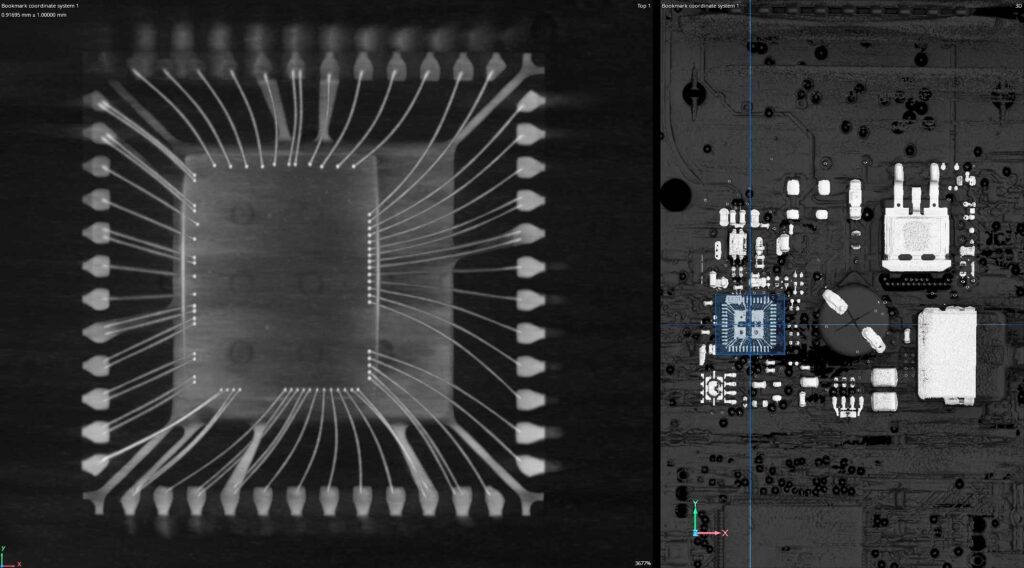
CT Scanning PCB Components
May 24, 2024
/
X-Ray & CT Scanning
Reasons for Using a CT Scanning Laboratory
May 23, 2024
/
Guides
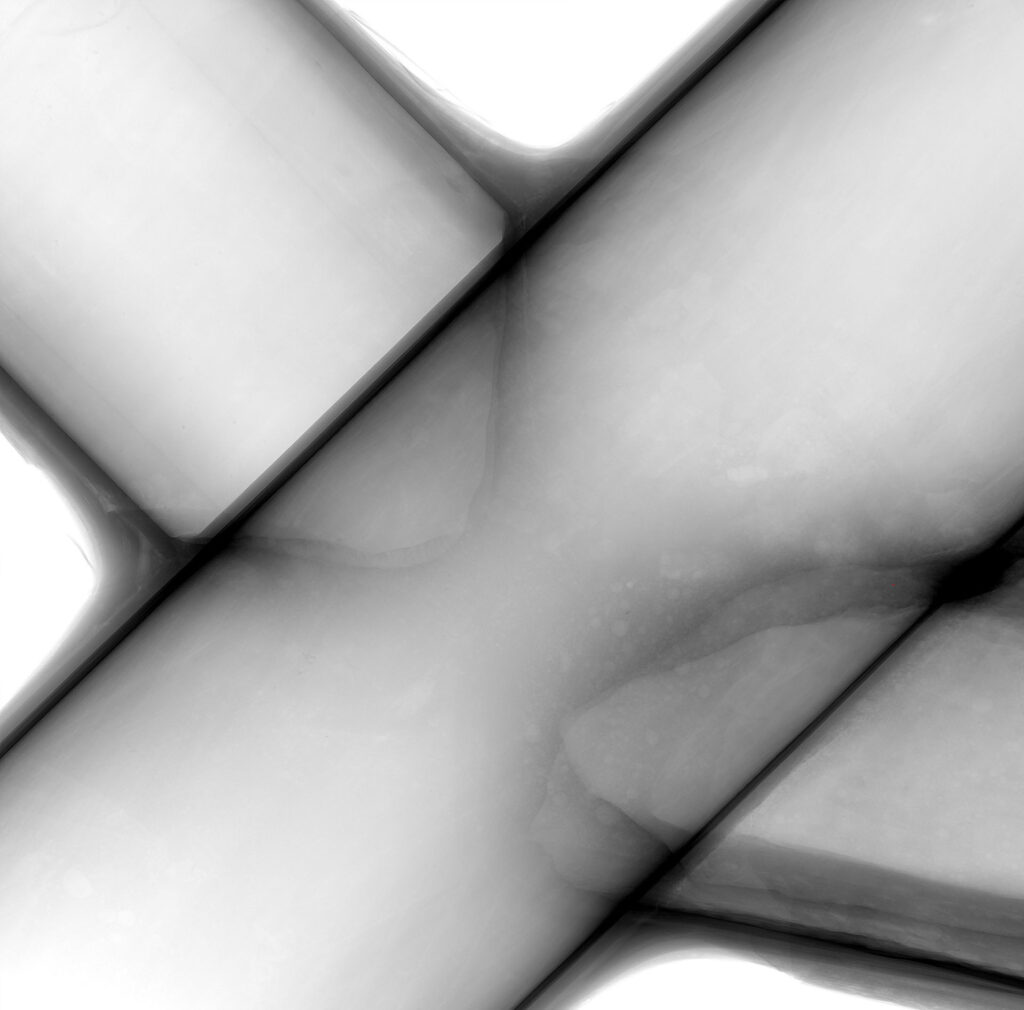
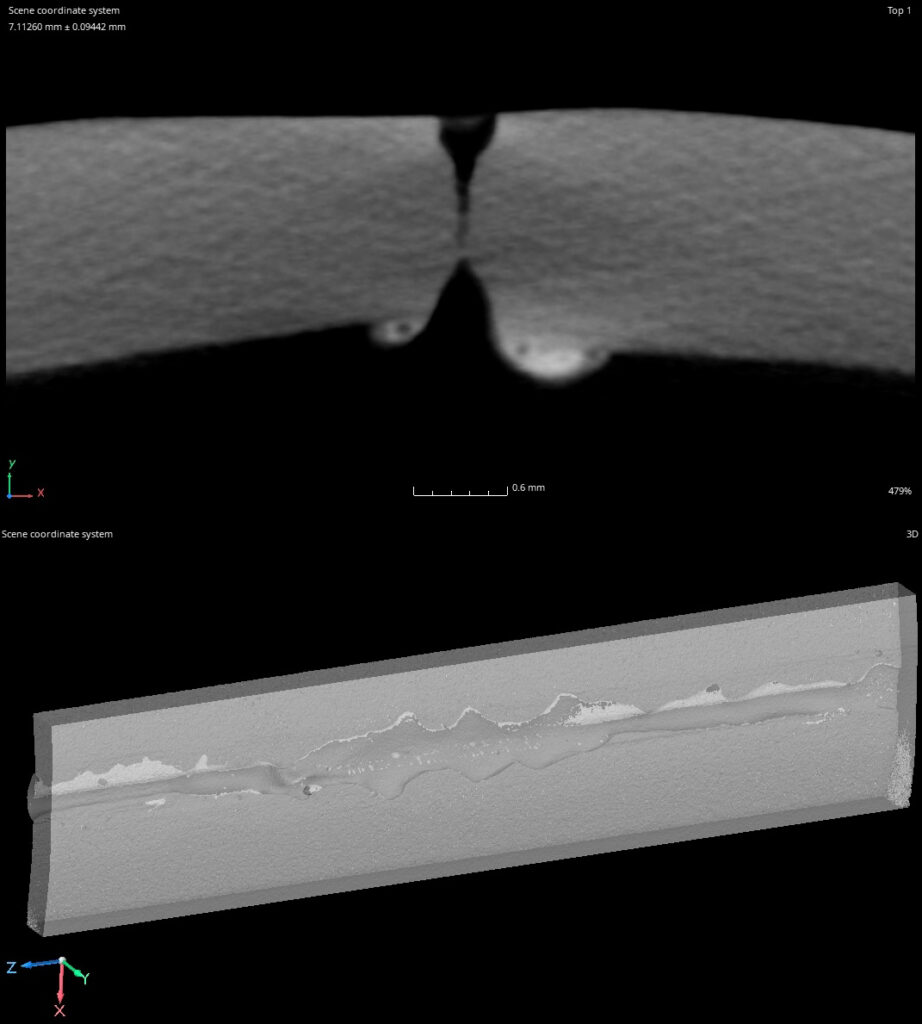
CT Scanning Tube Welds for Lack of Penetration
May 22, 2024
/
X-Ray & CT Scanning
CT Scanning Glass Components for Wall Thickness Evaluation
May 22, 2024
/
X-Ray & CT Scanning
Industrial CT Scan of Suture Needle
May 20, 2024
/
X-Ray & CT Scanning
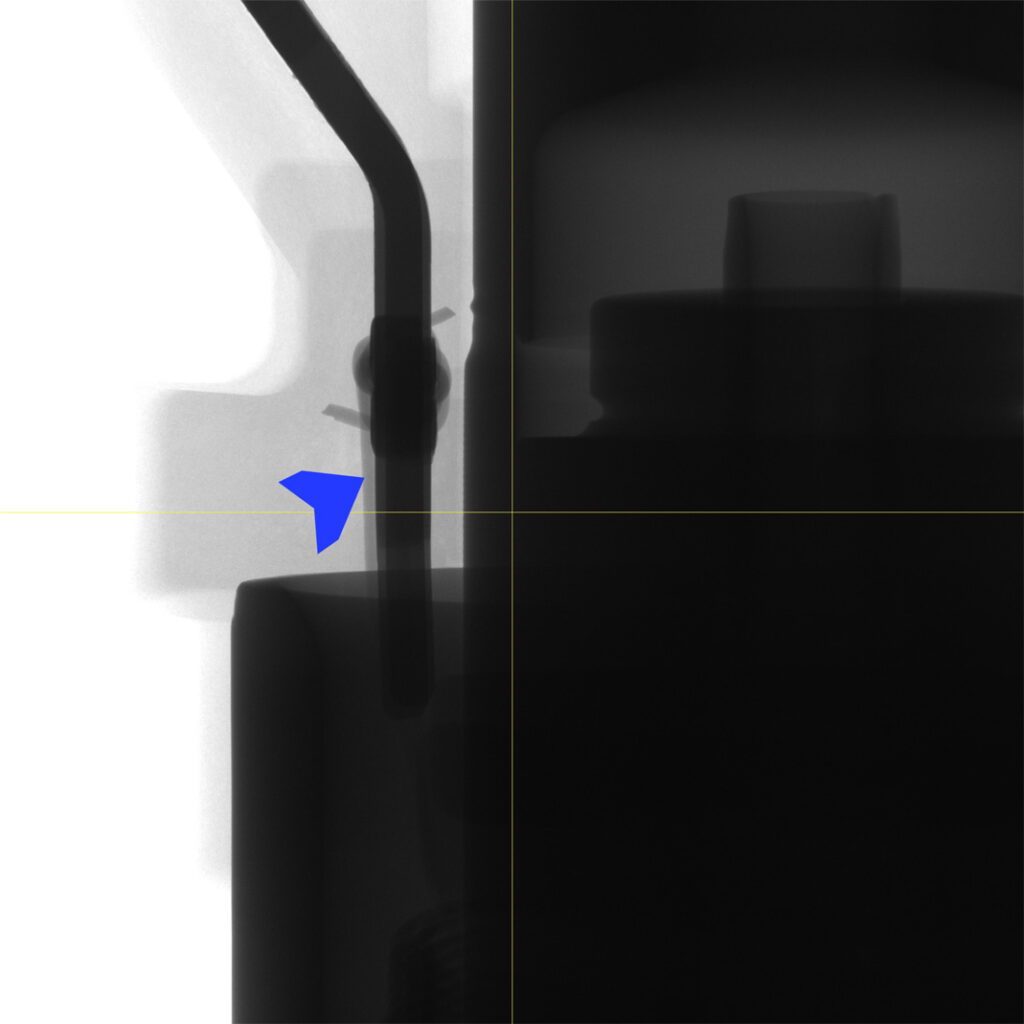
Digital X-Ray or CT for Fuel Injector Sort?
May 17, 2024
/
X-Ray & CT Scanning