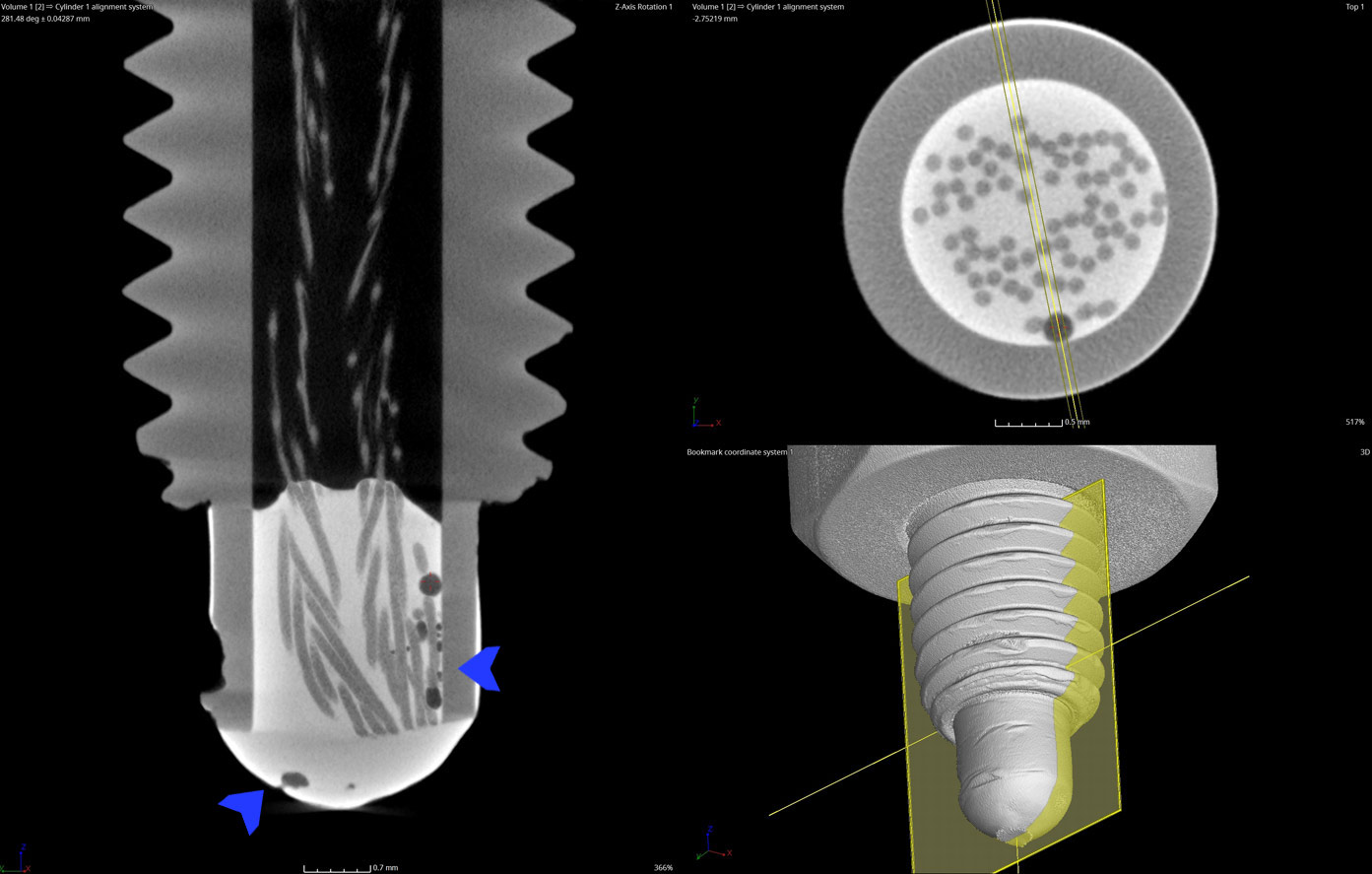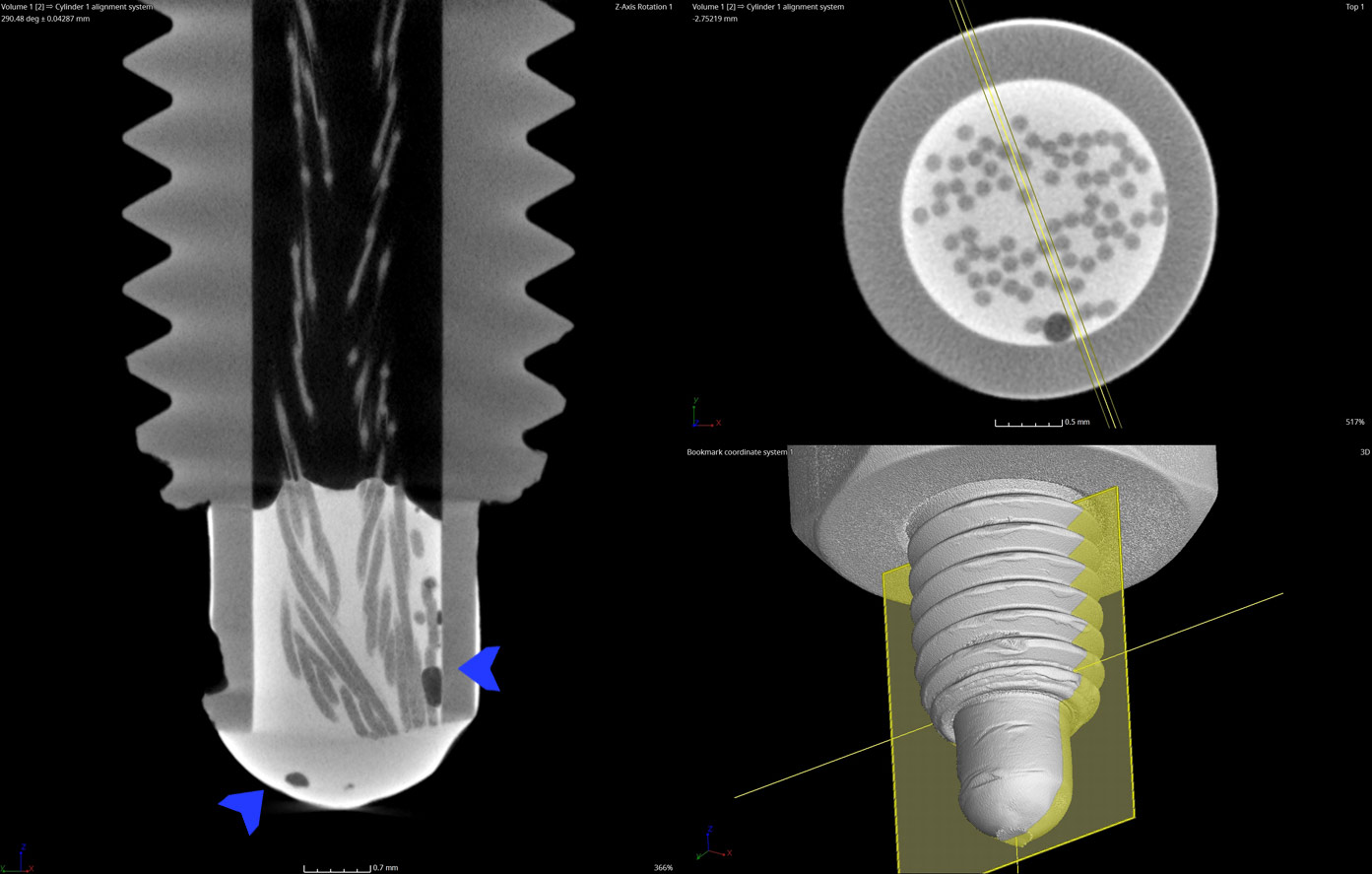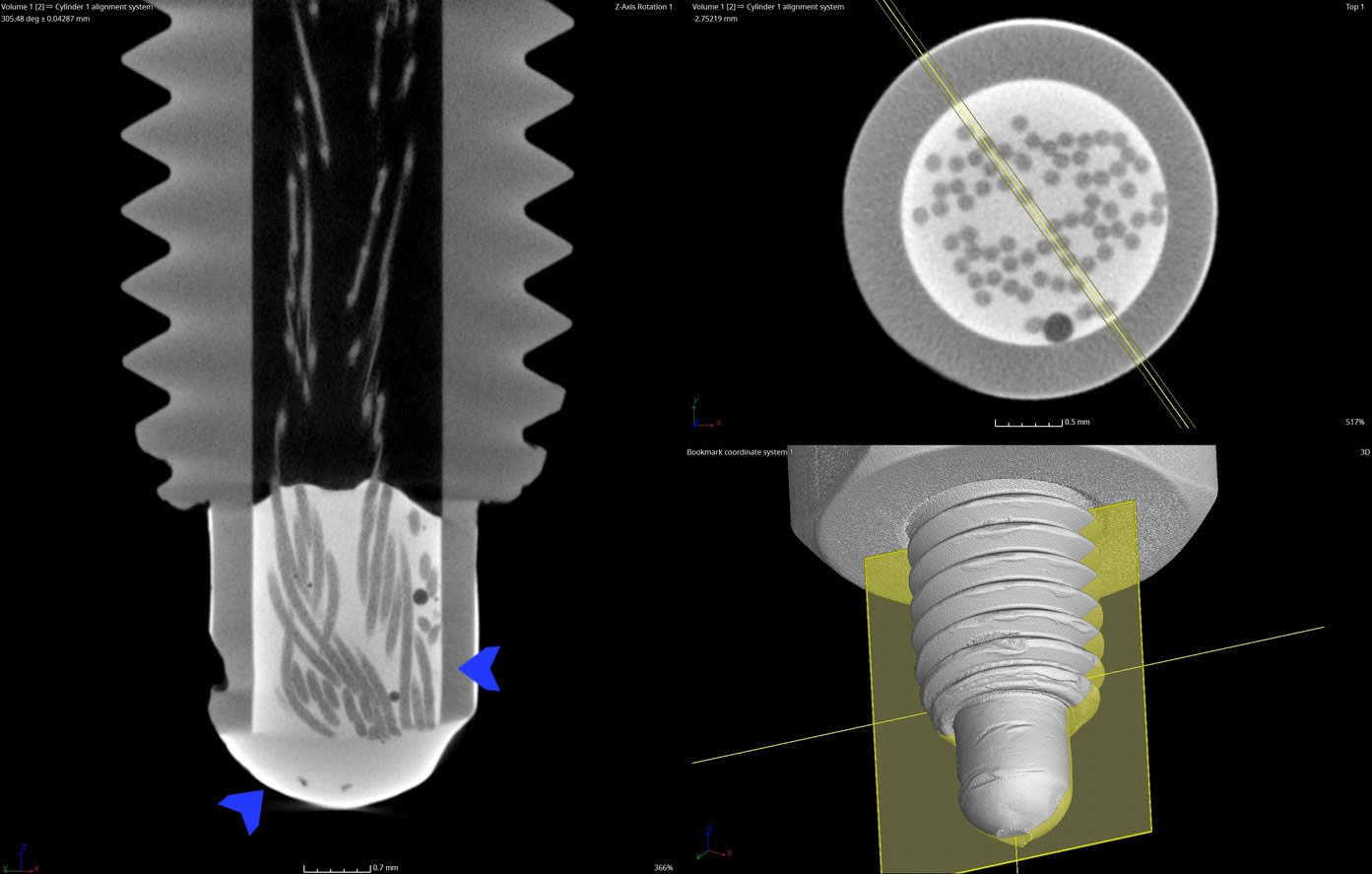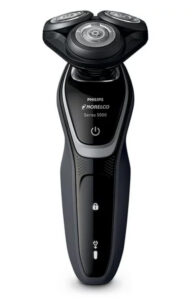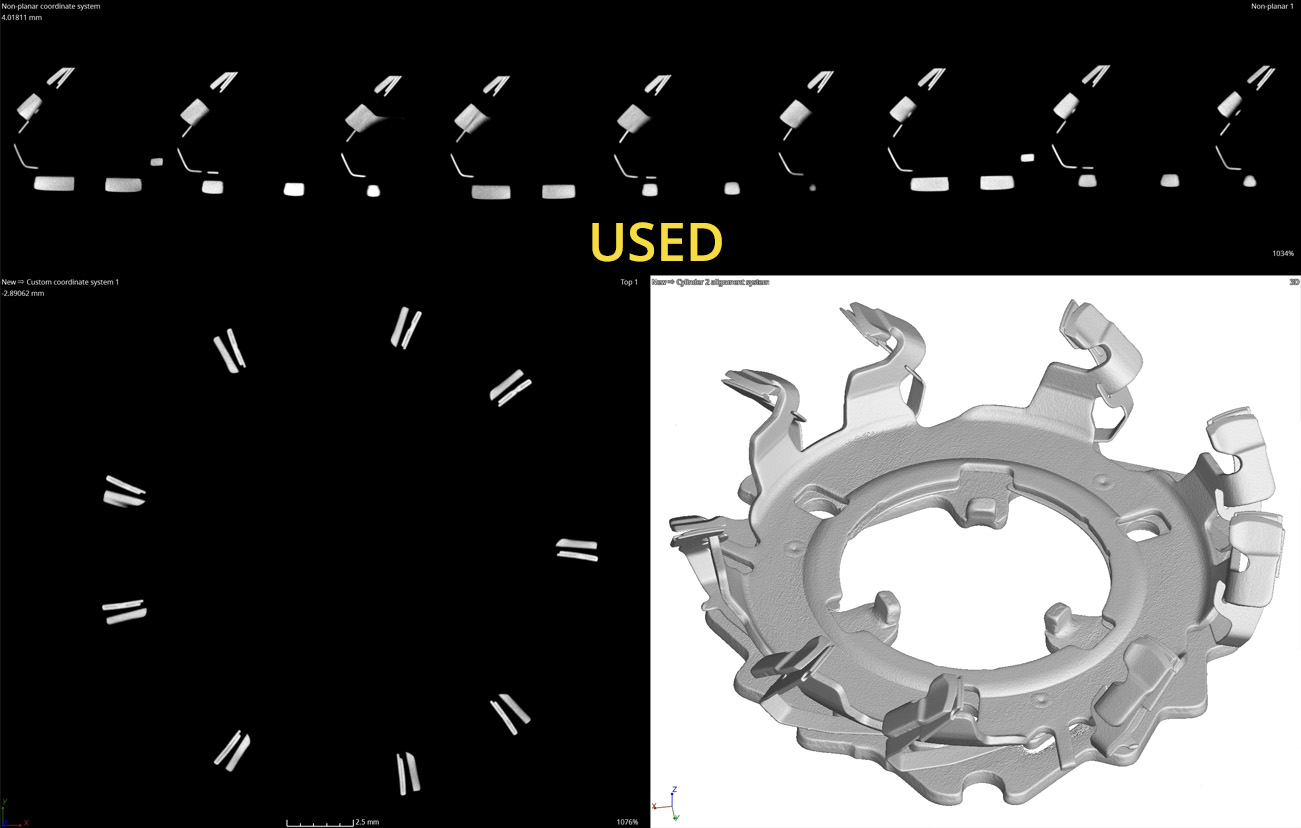


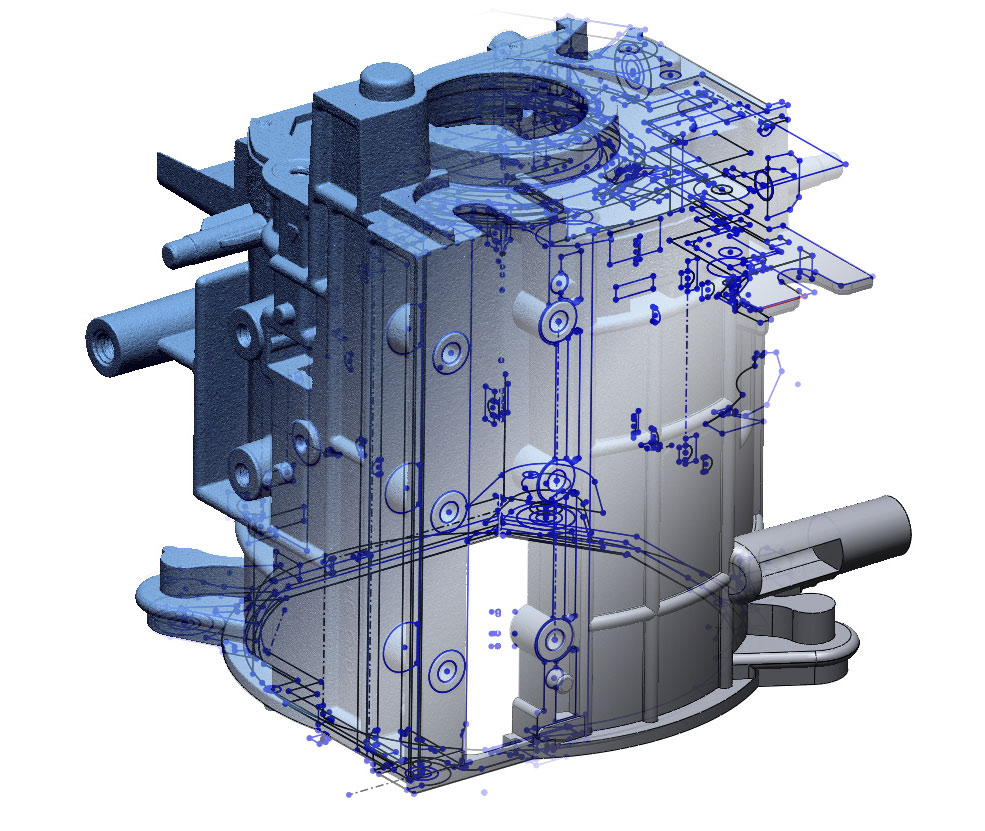
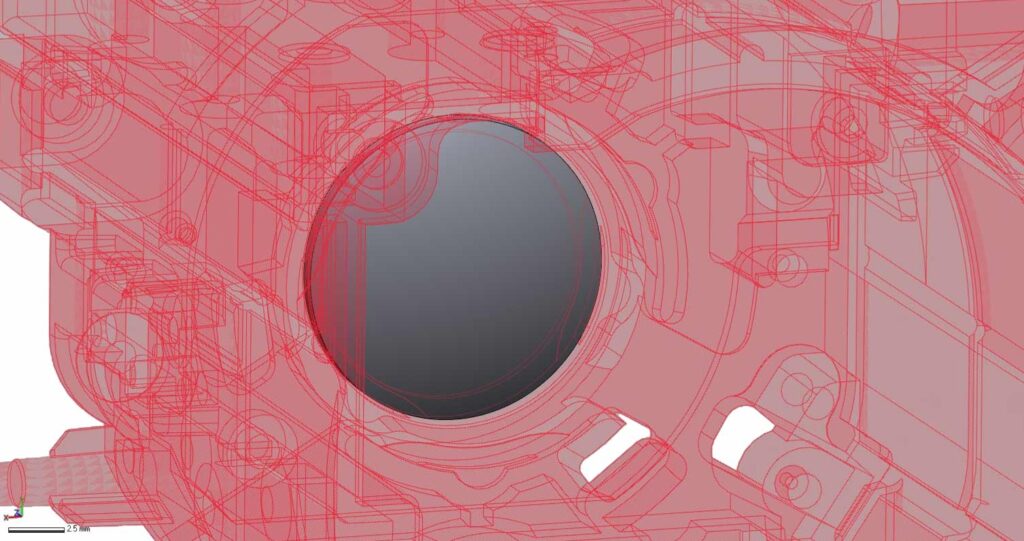
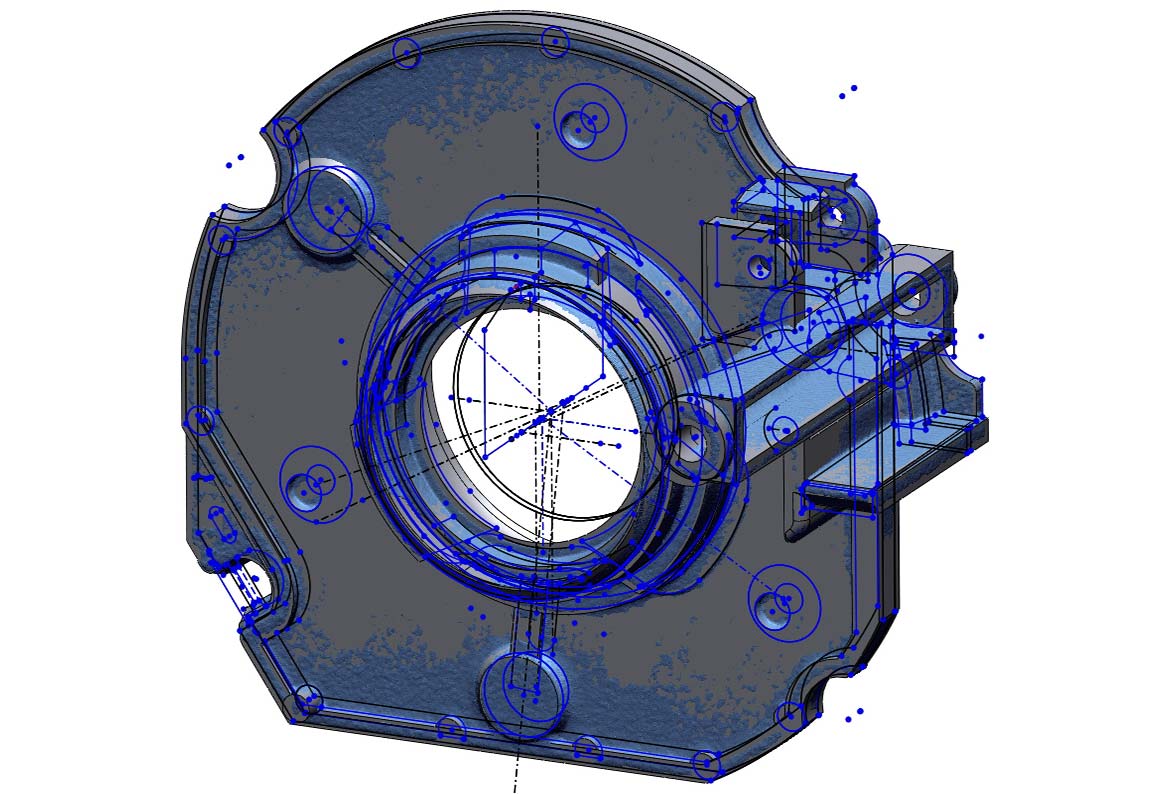
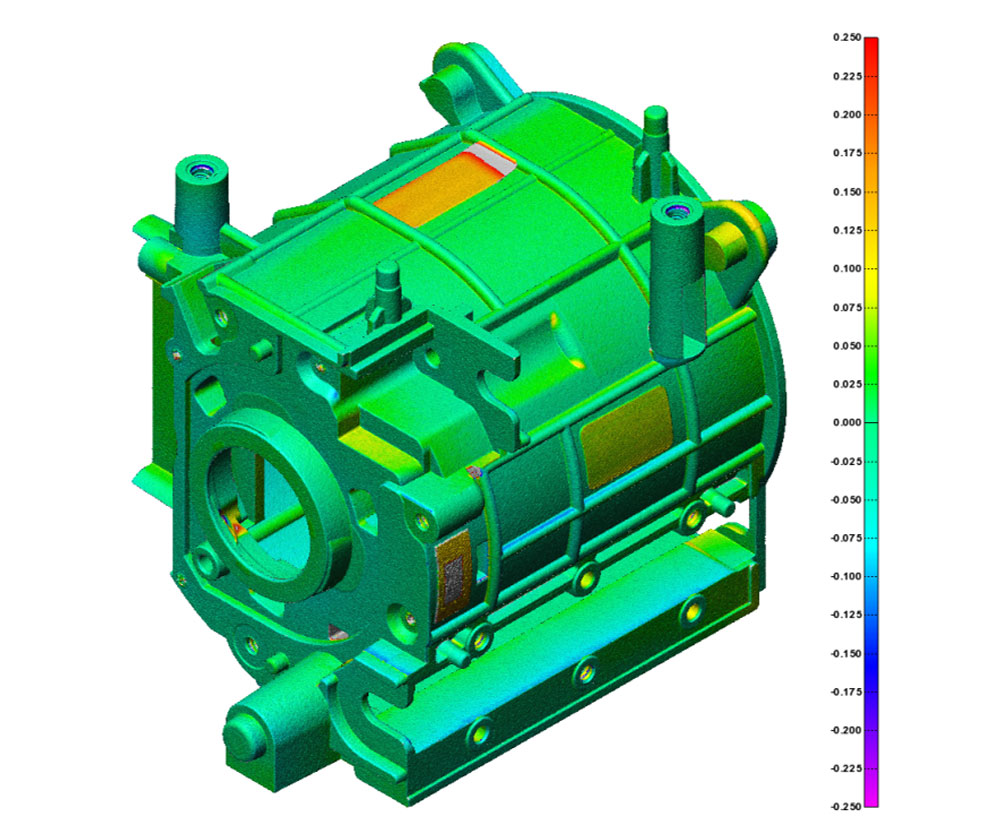
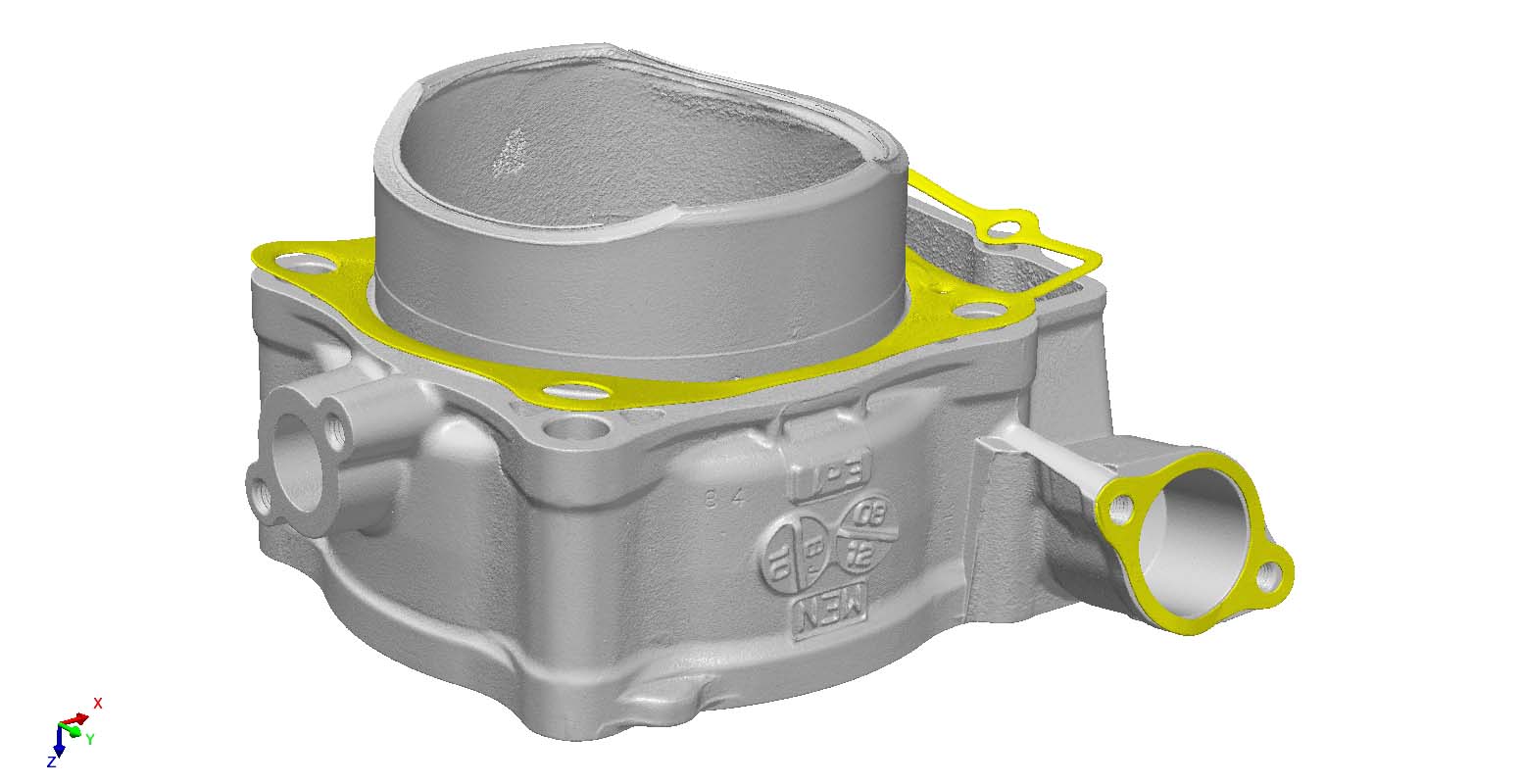
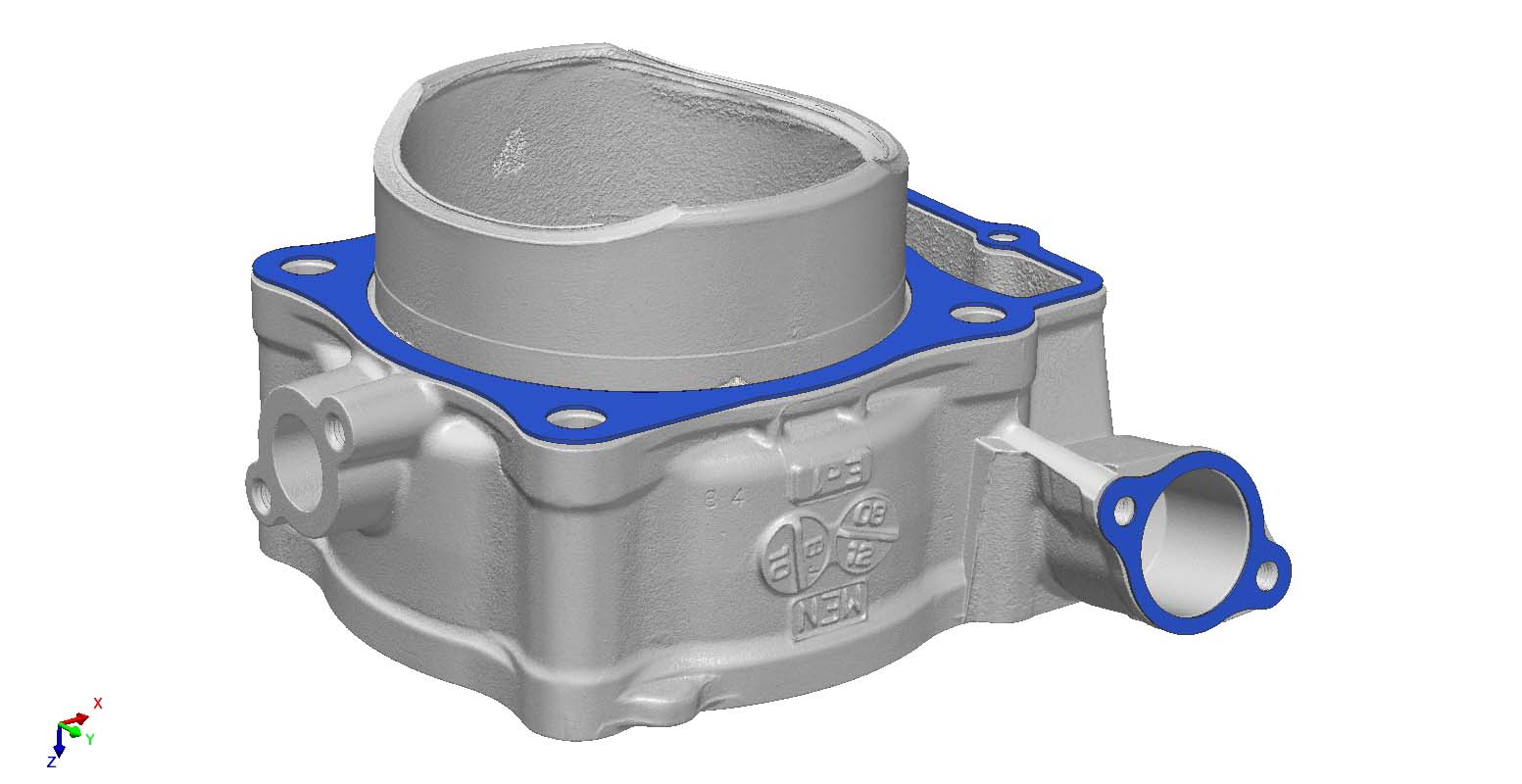
3D SCAN
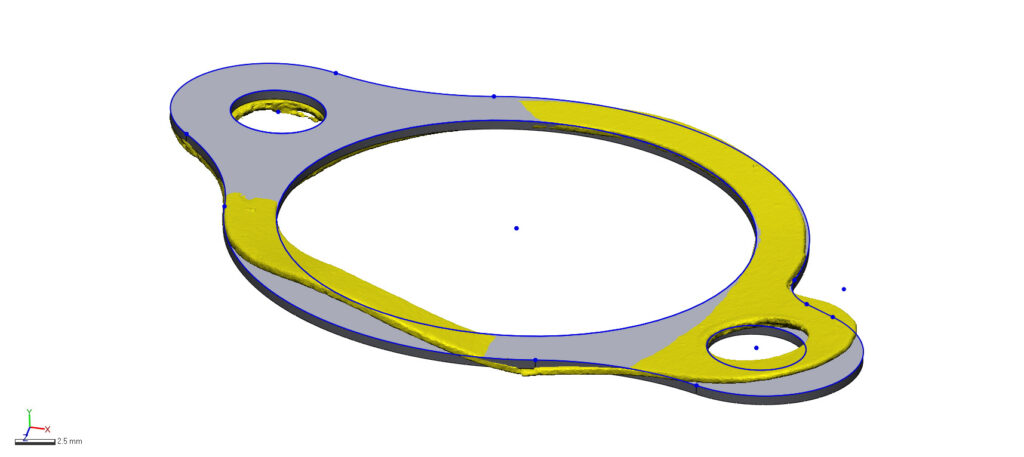
2D SKETCHES
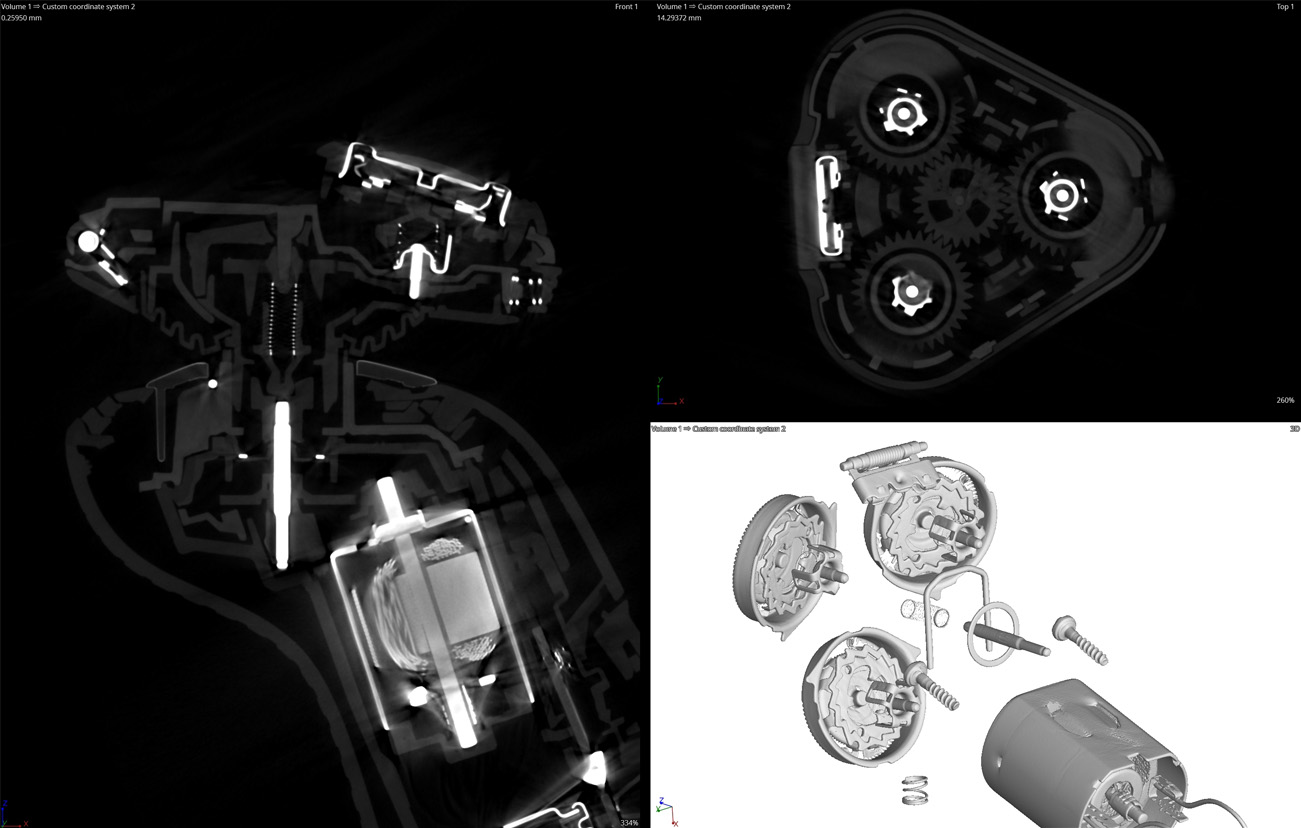
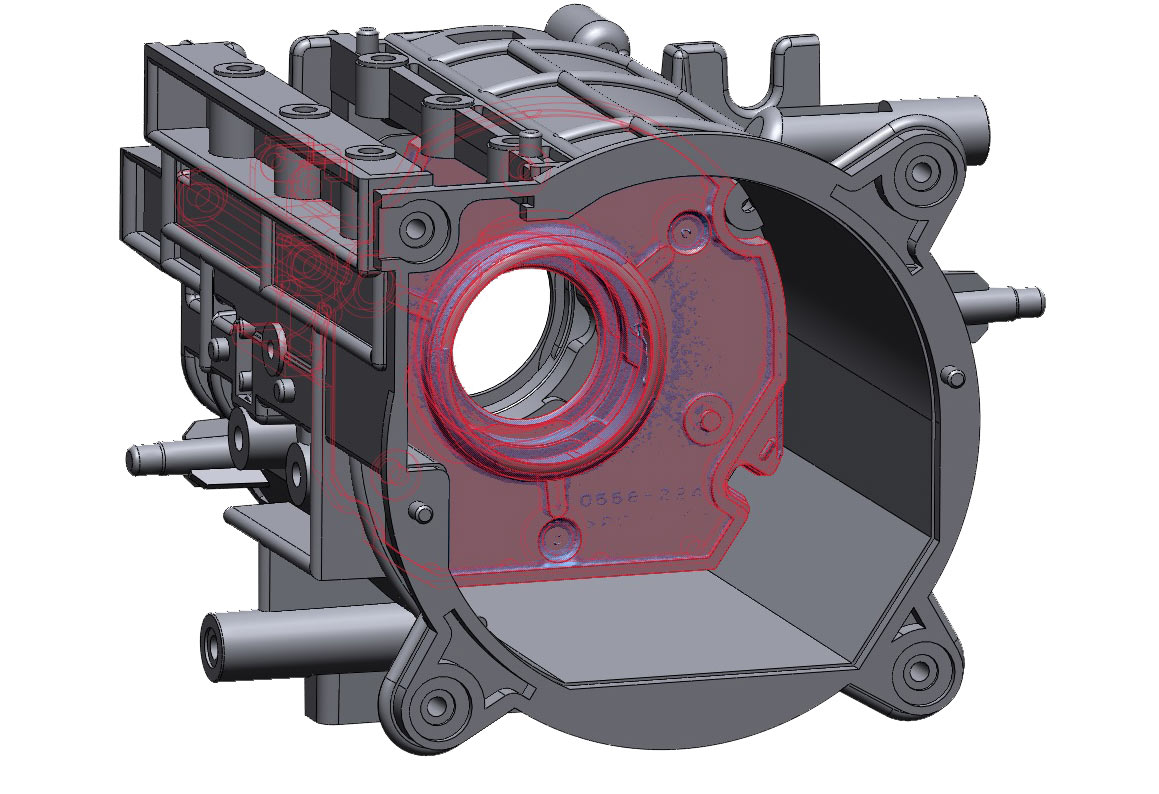
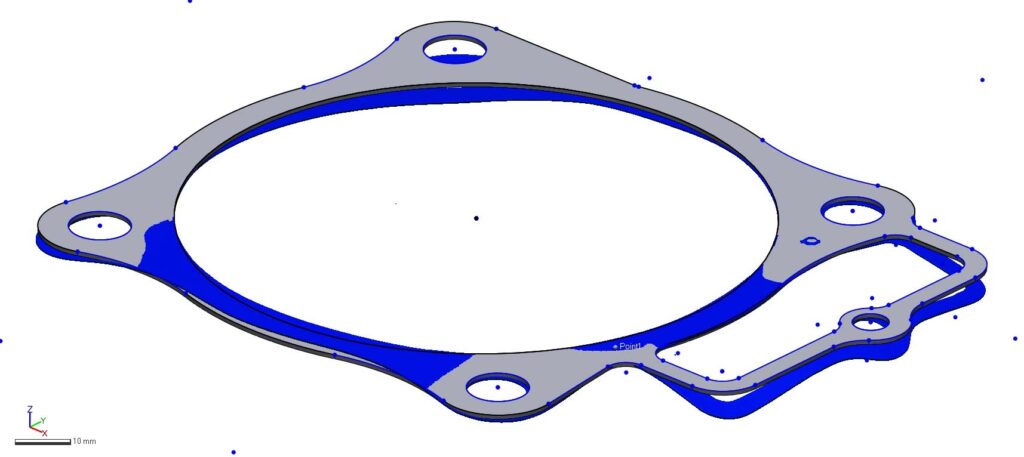
SOLID MODEL


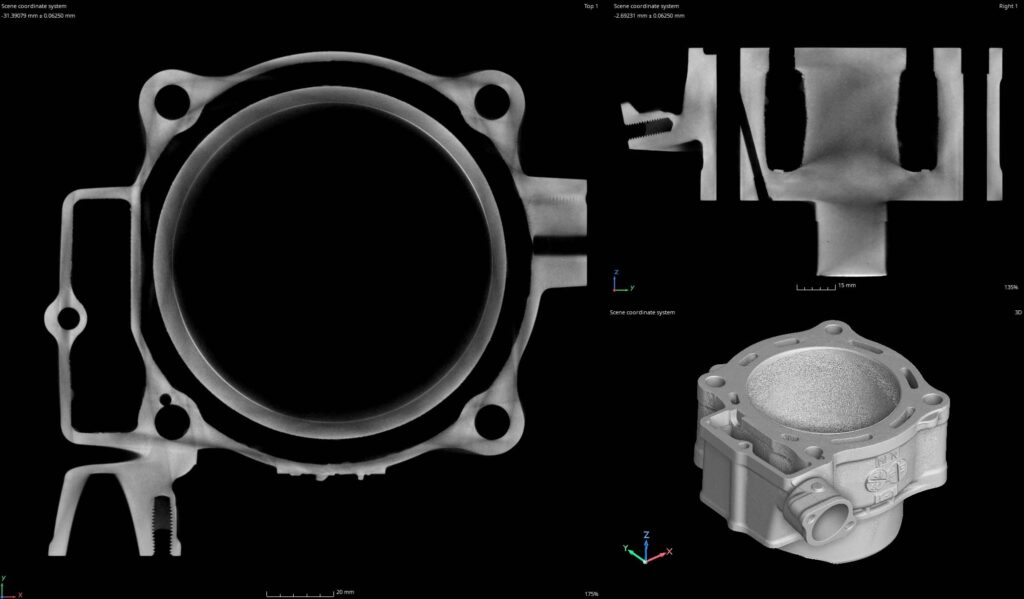

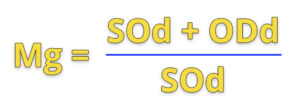
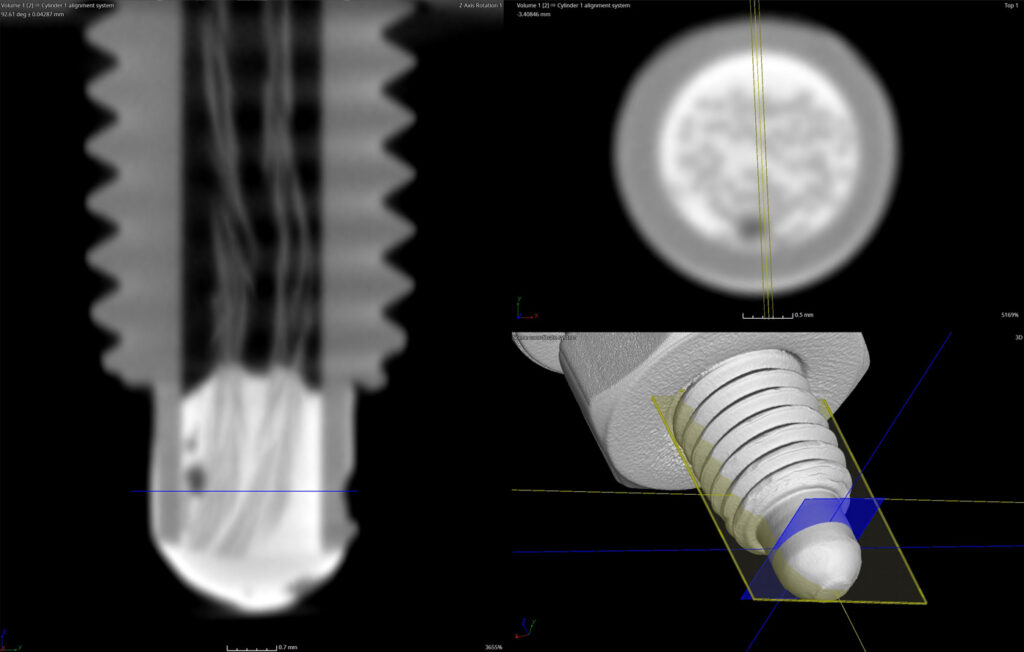
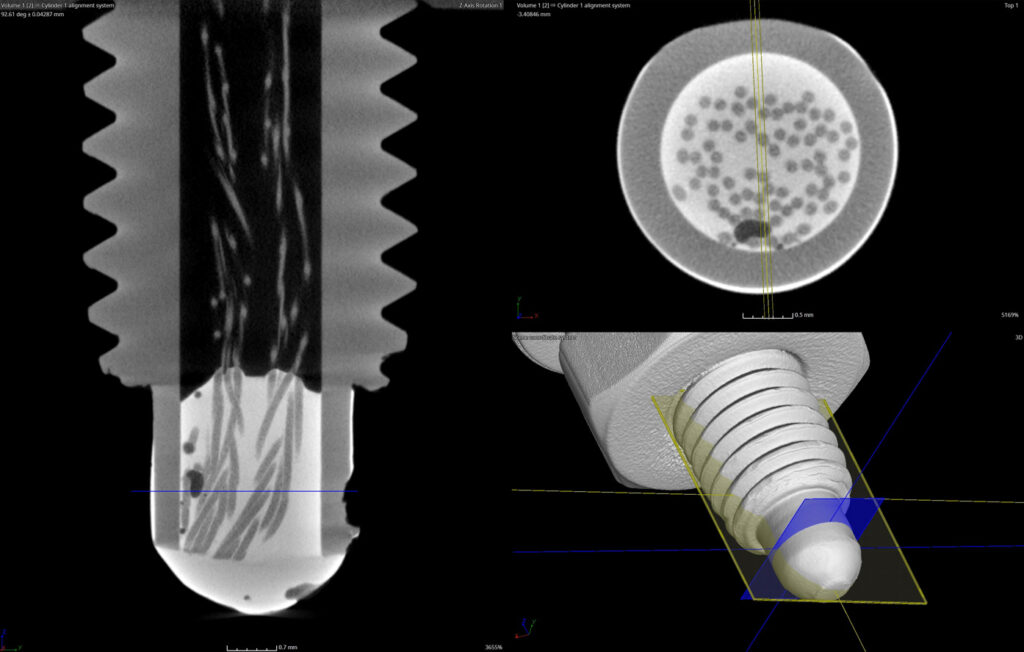
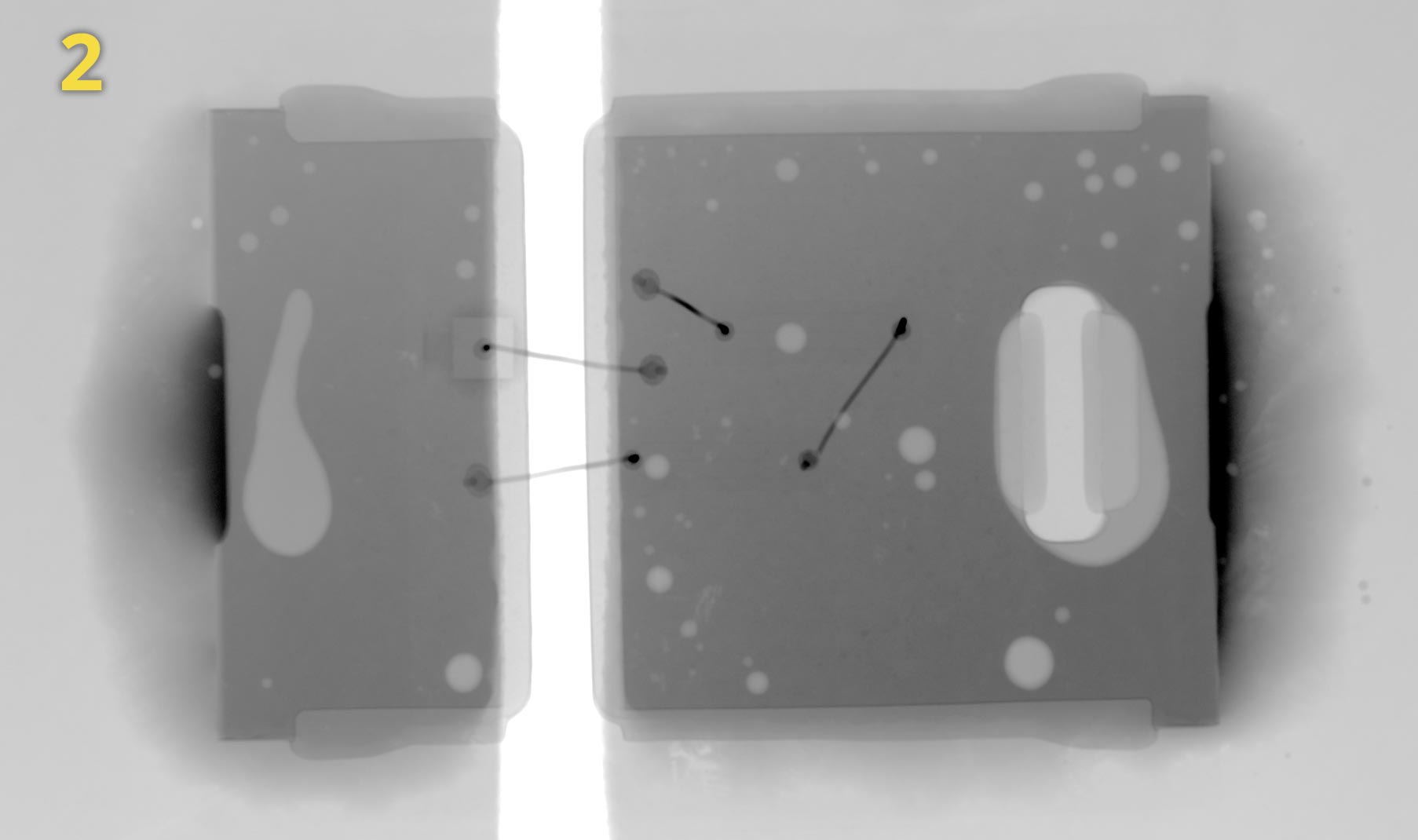
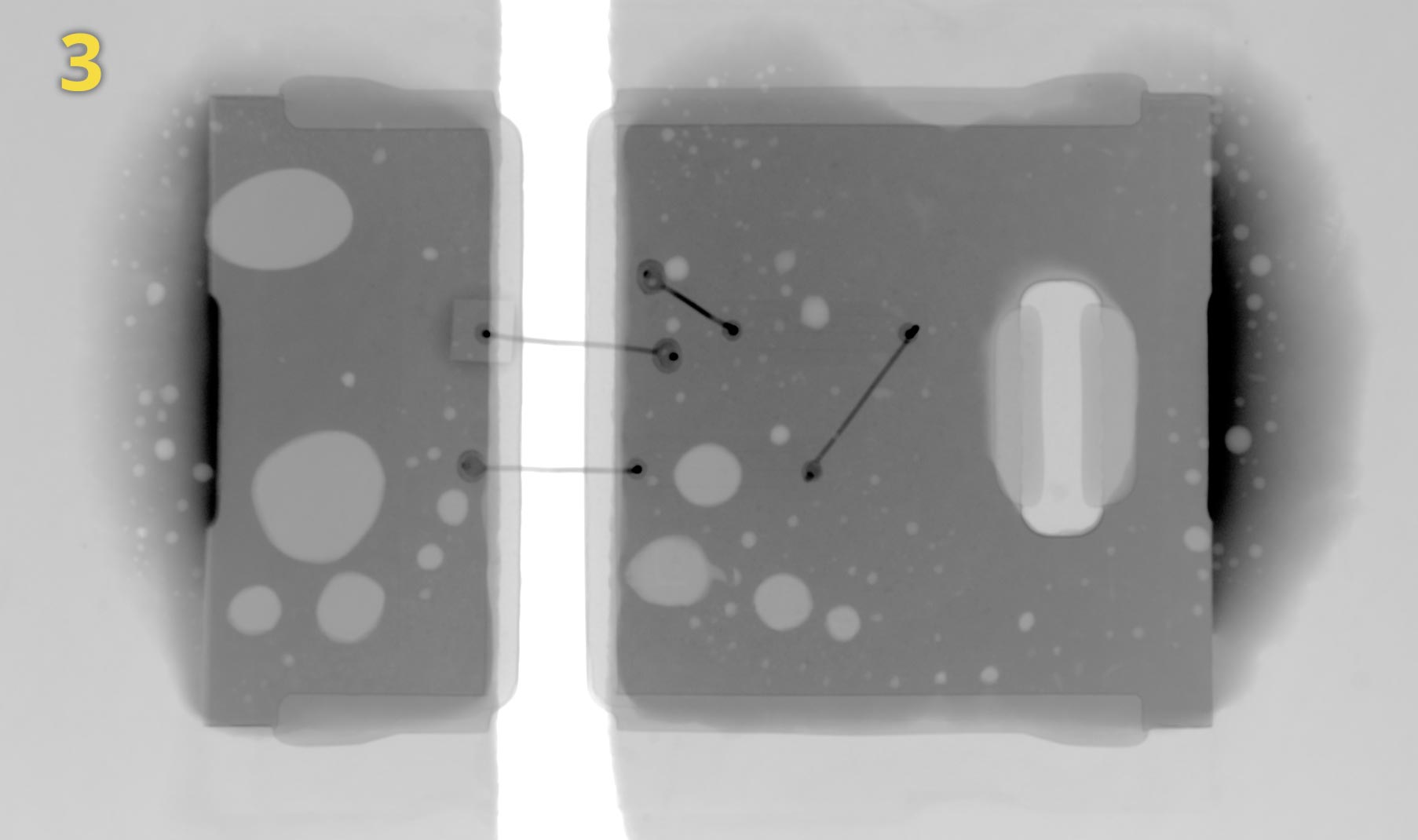
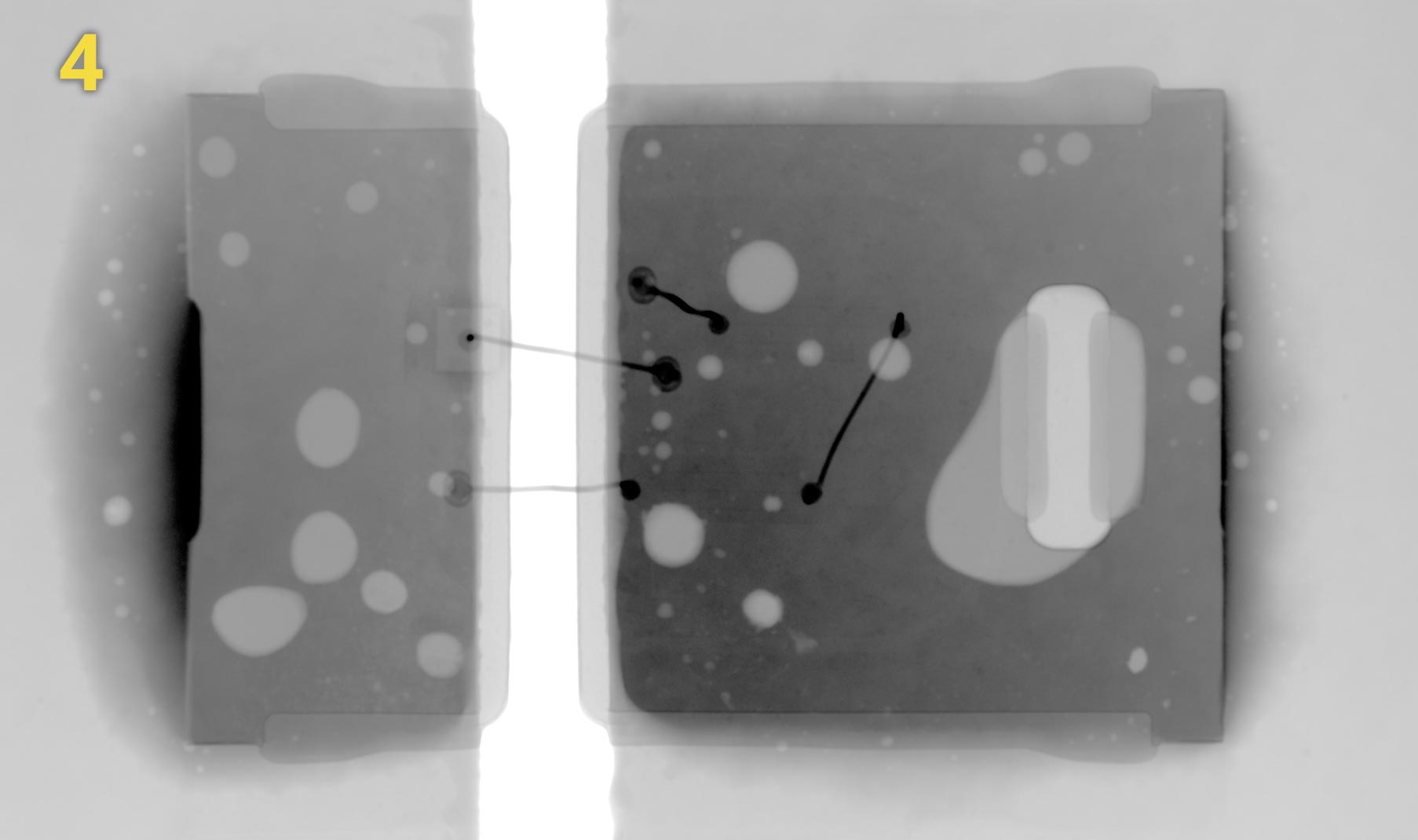
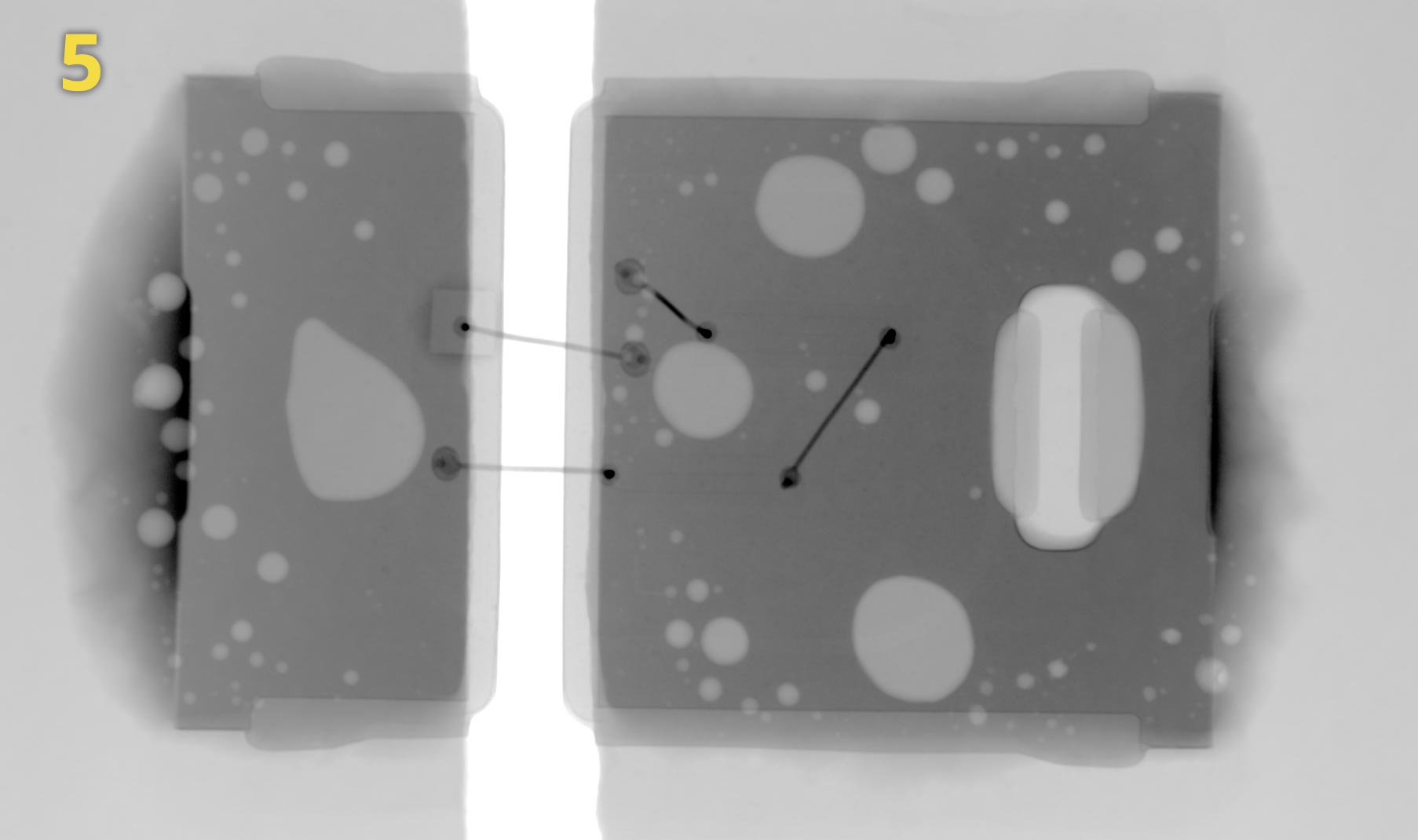
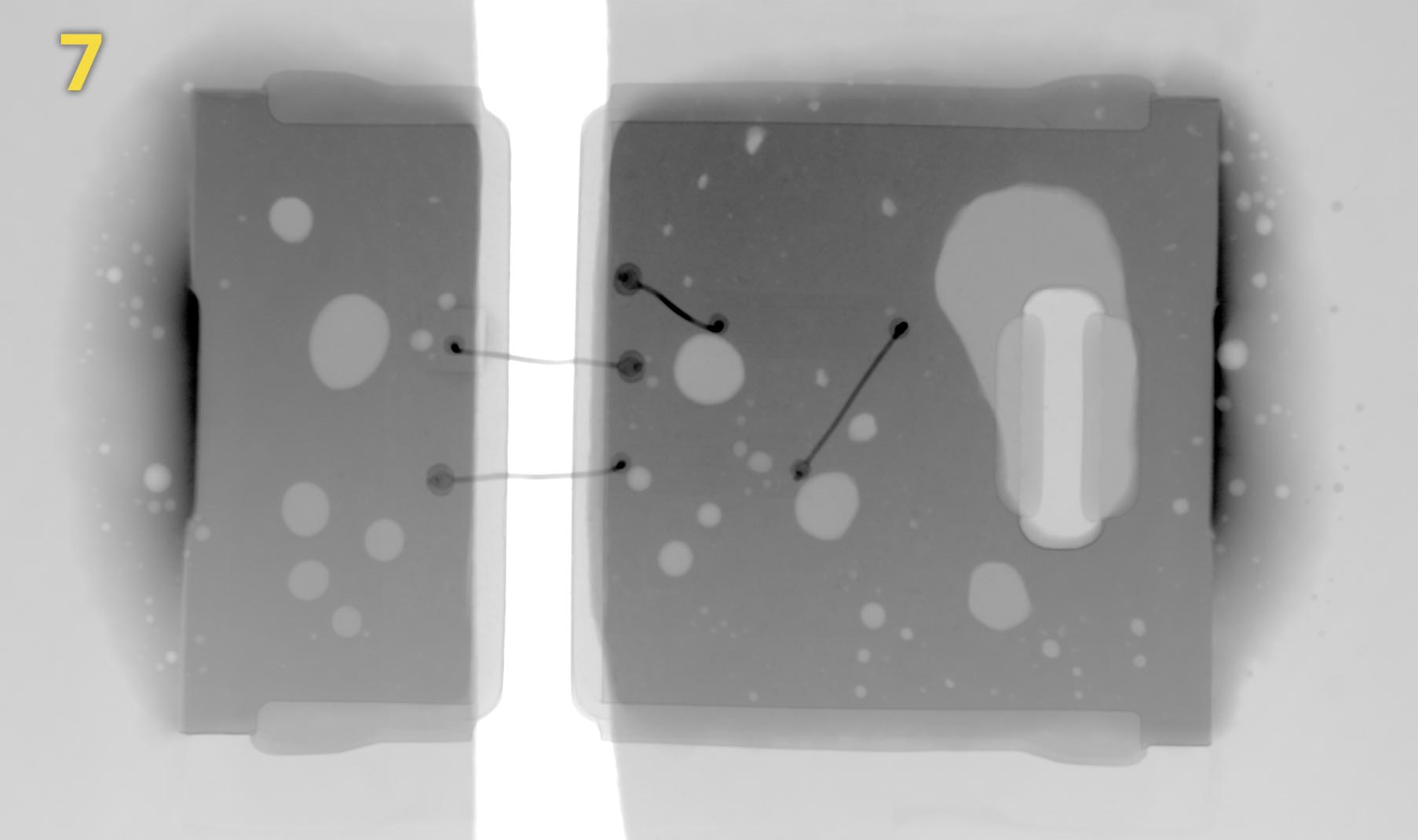
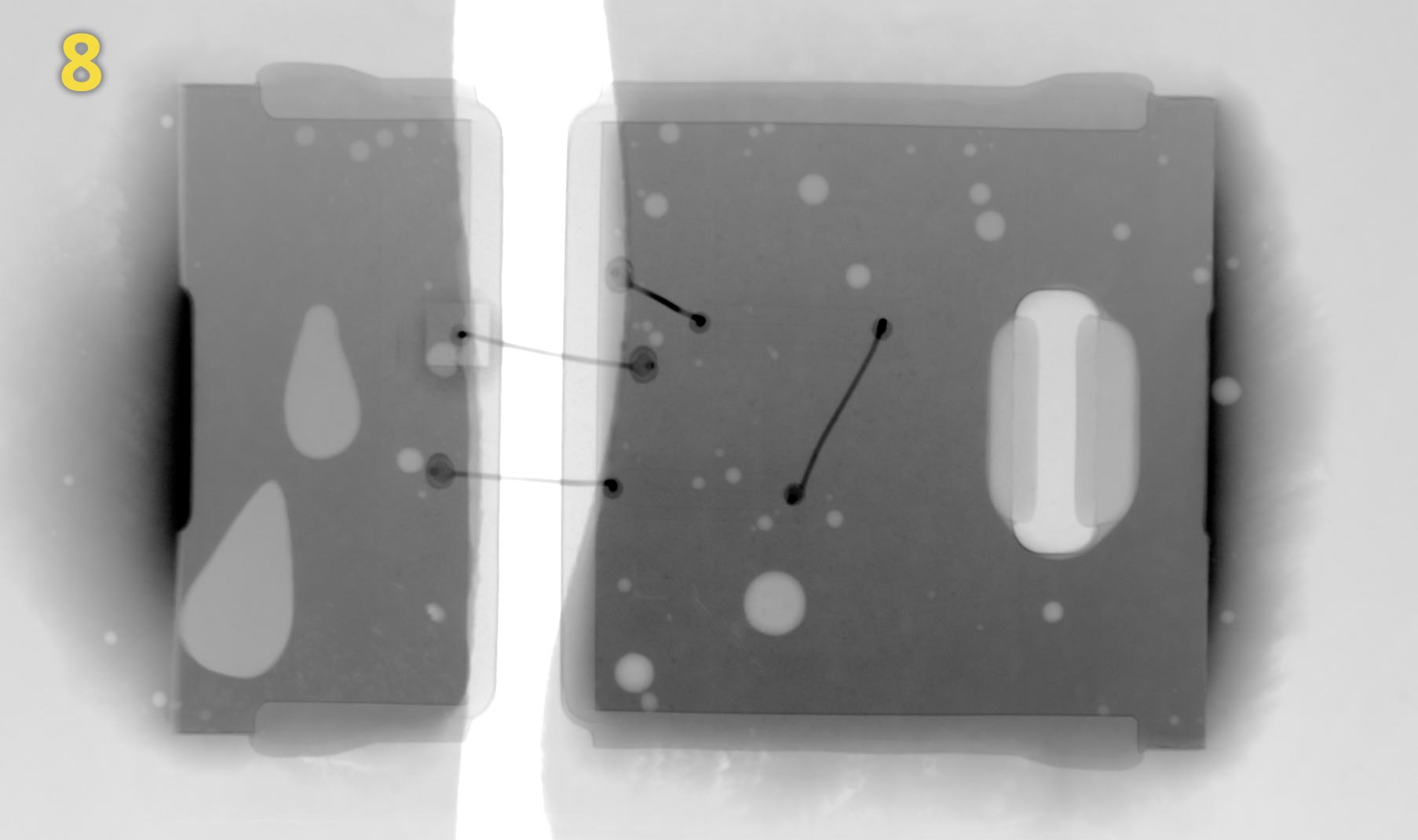
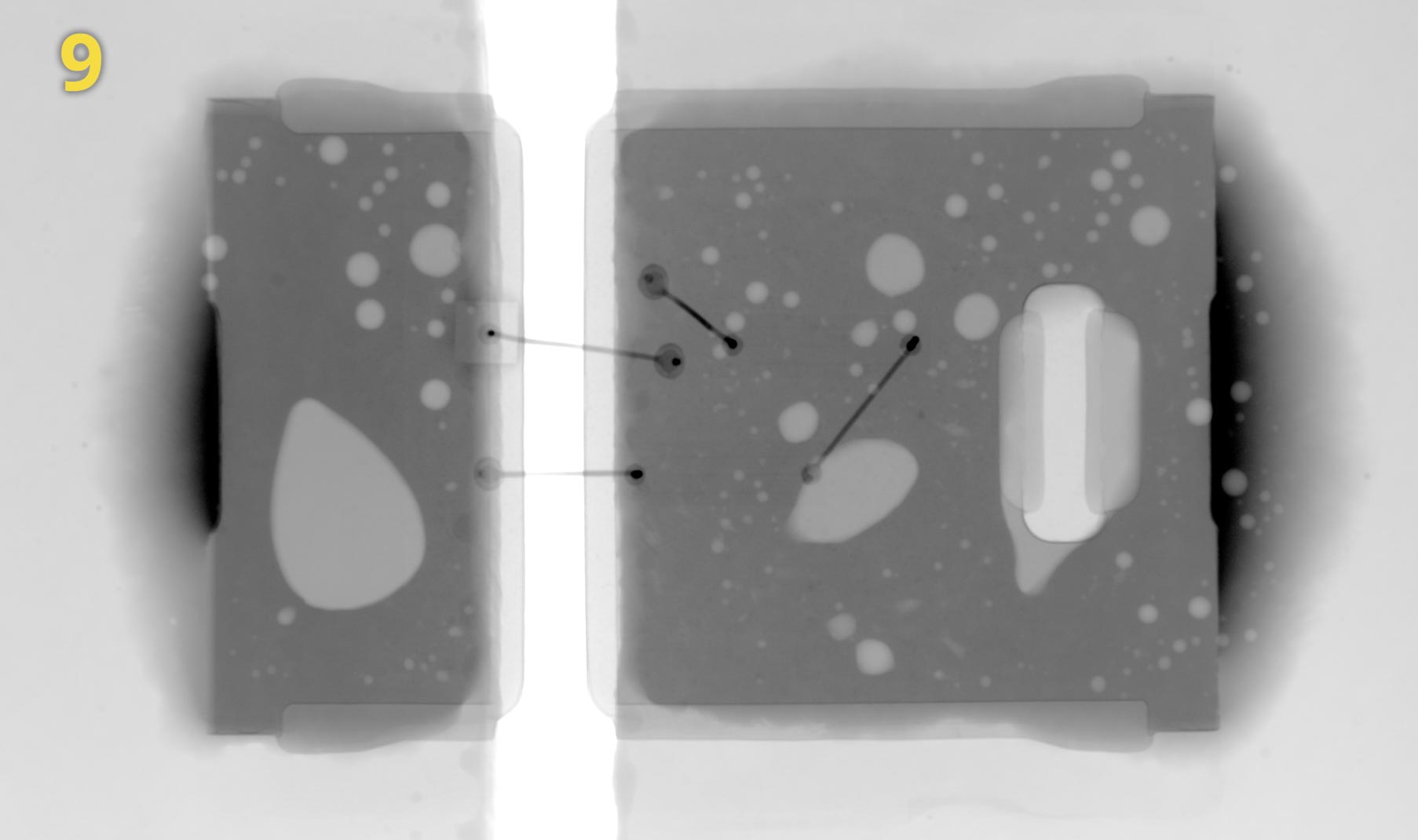
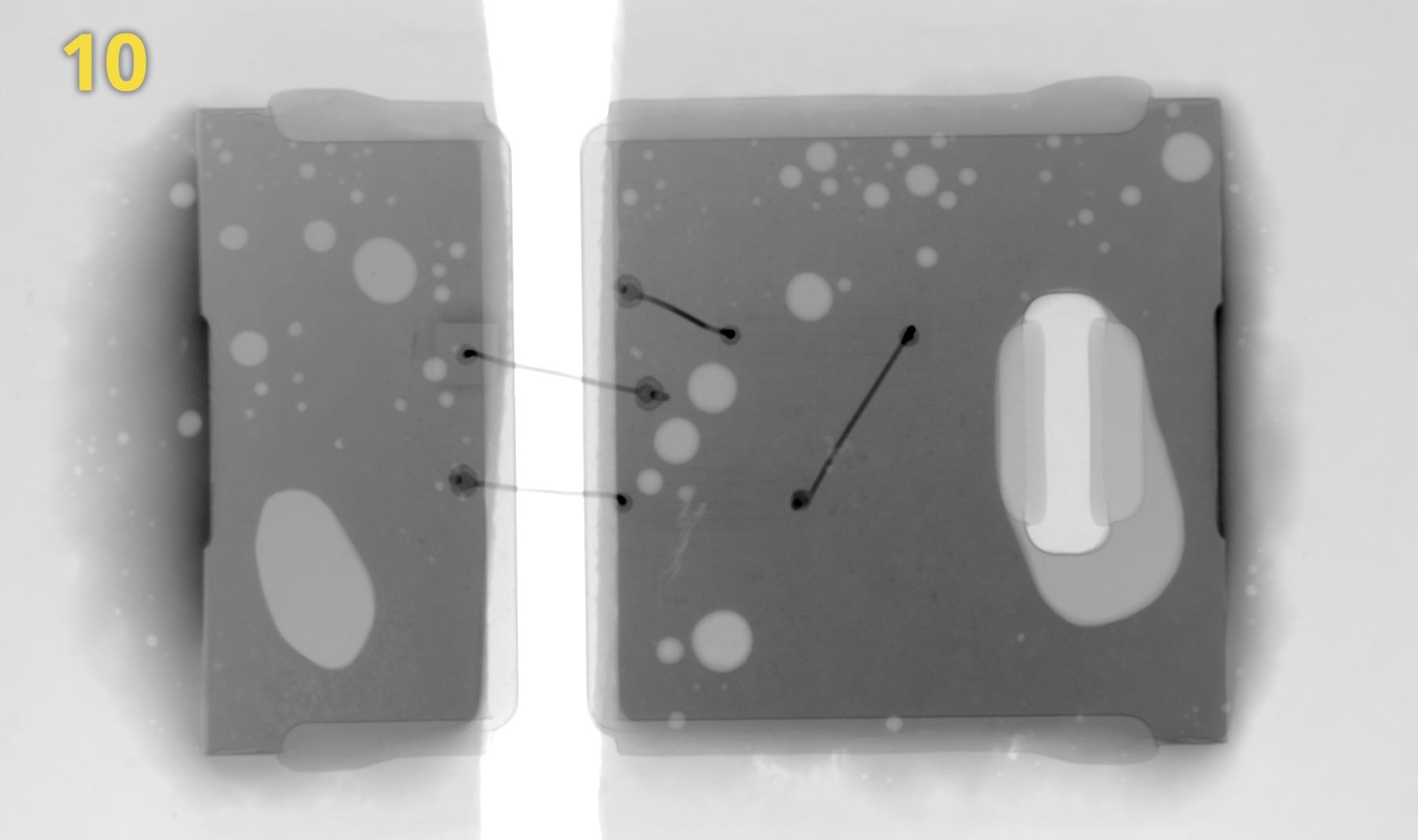
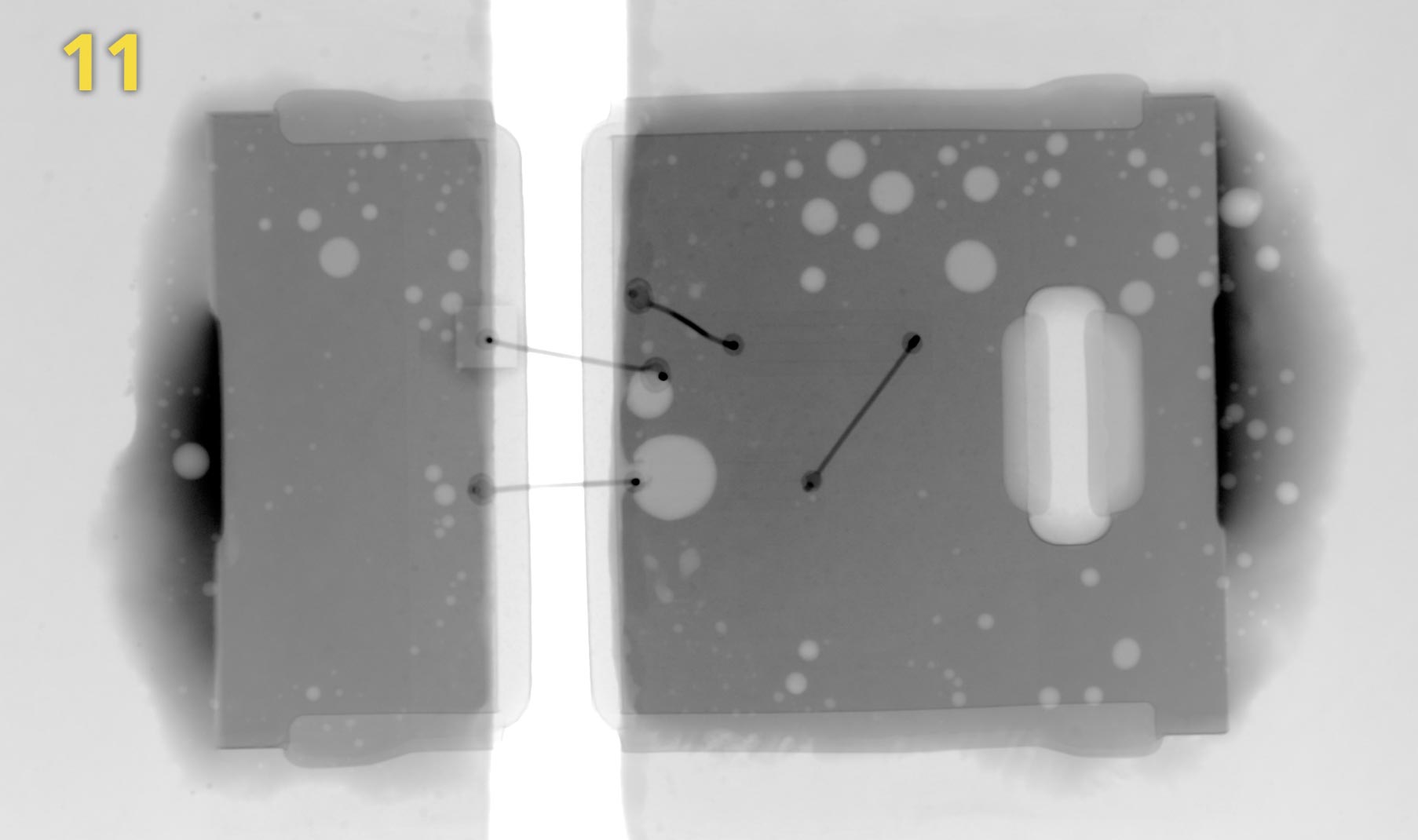
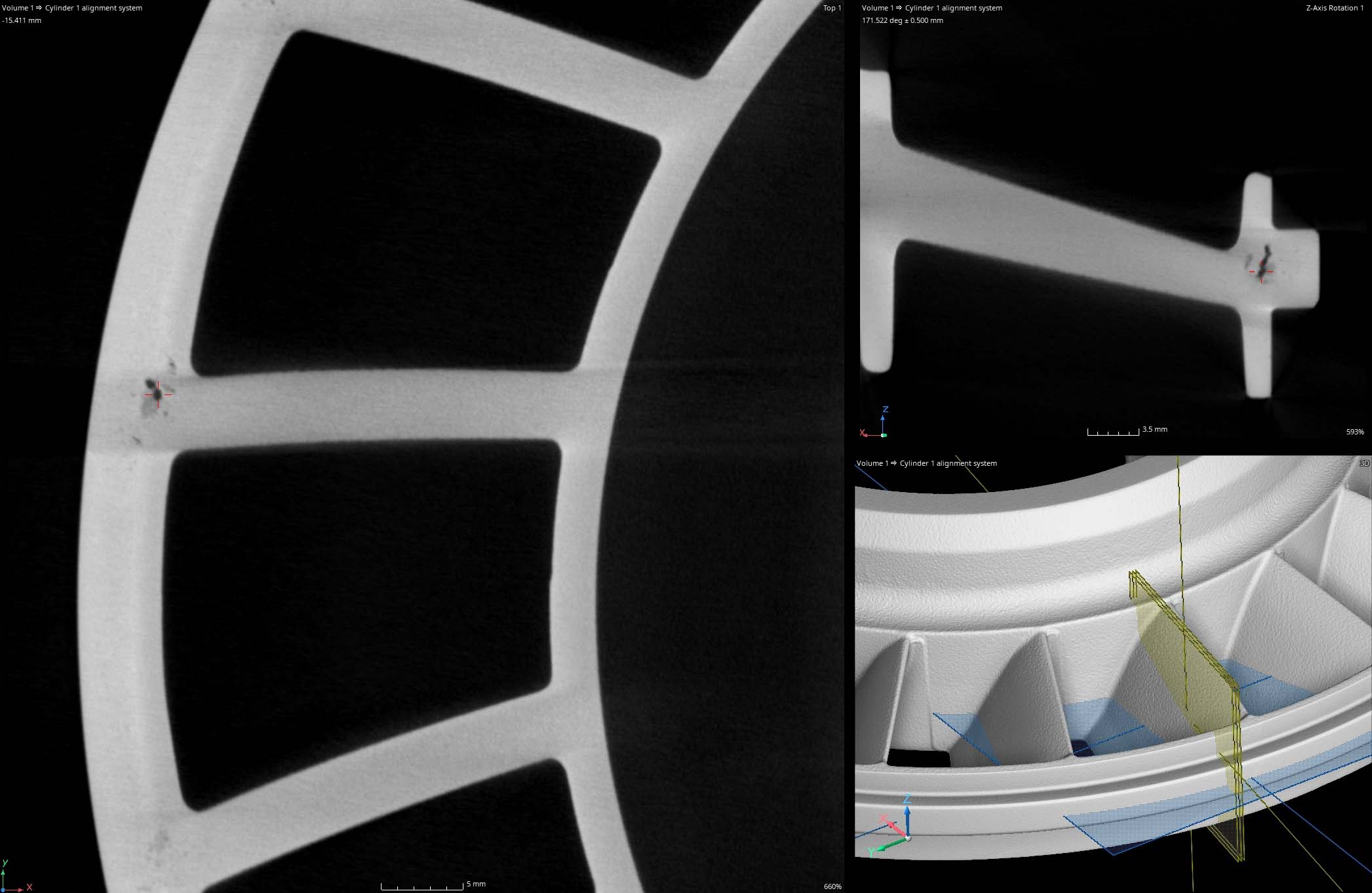
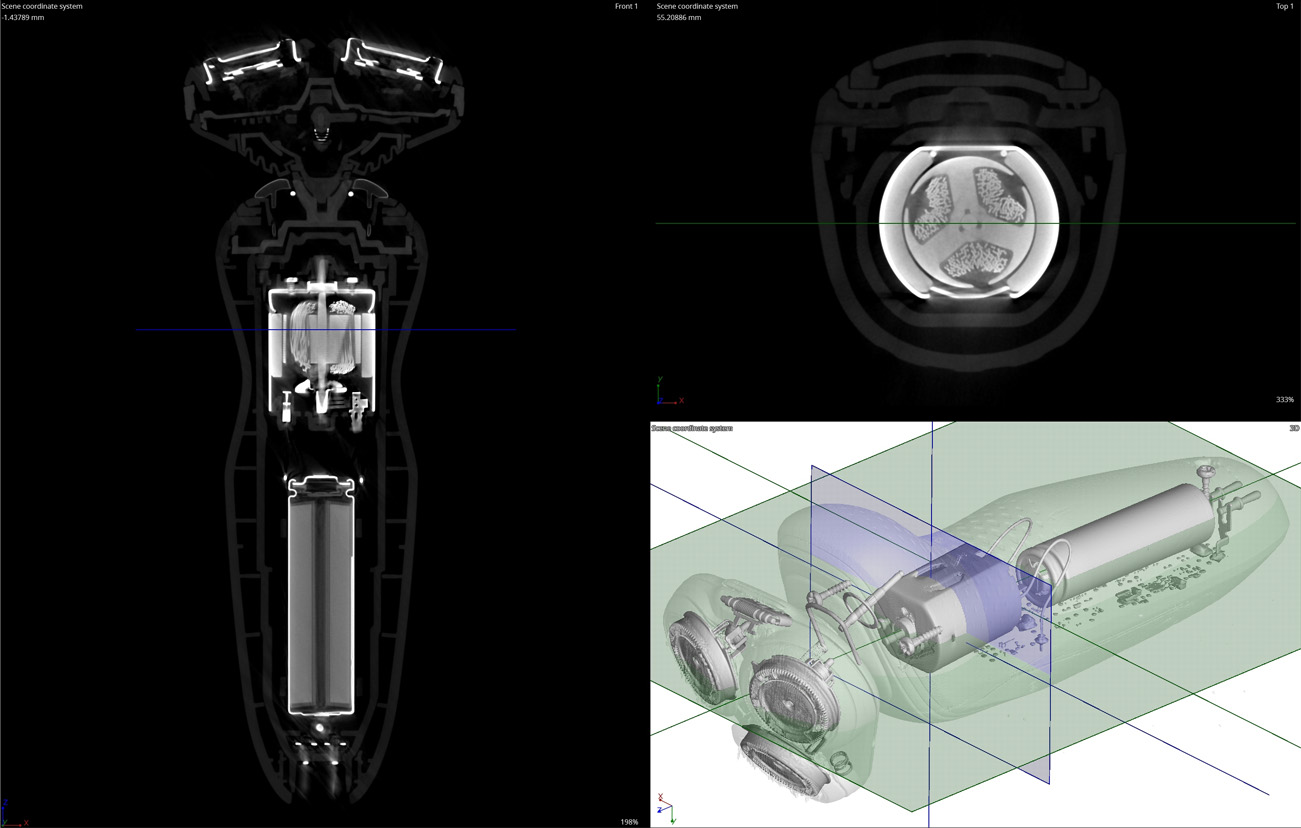
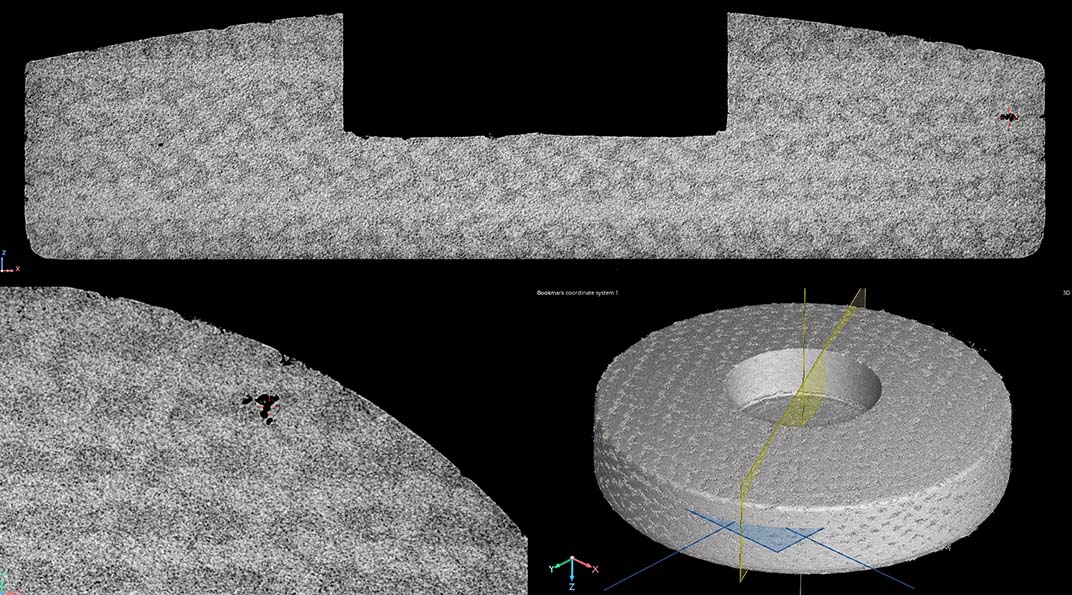
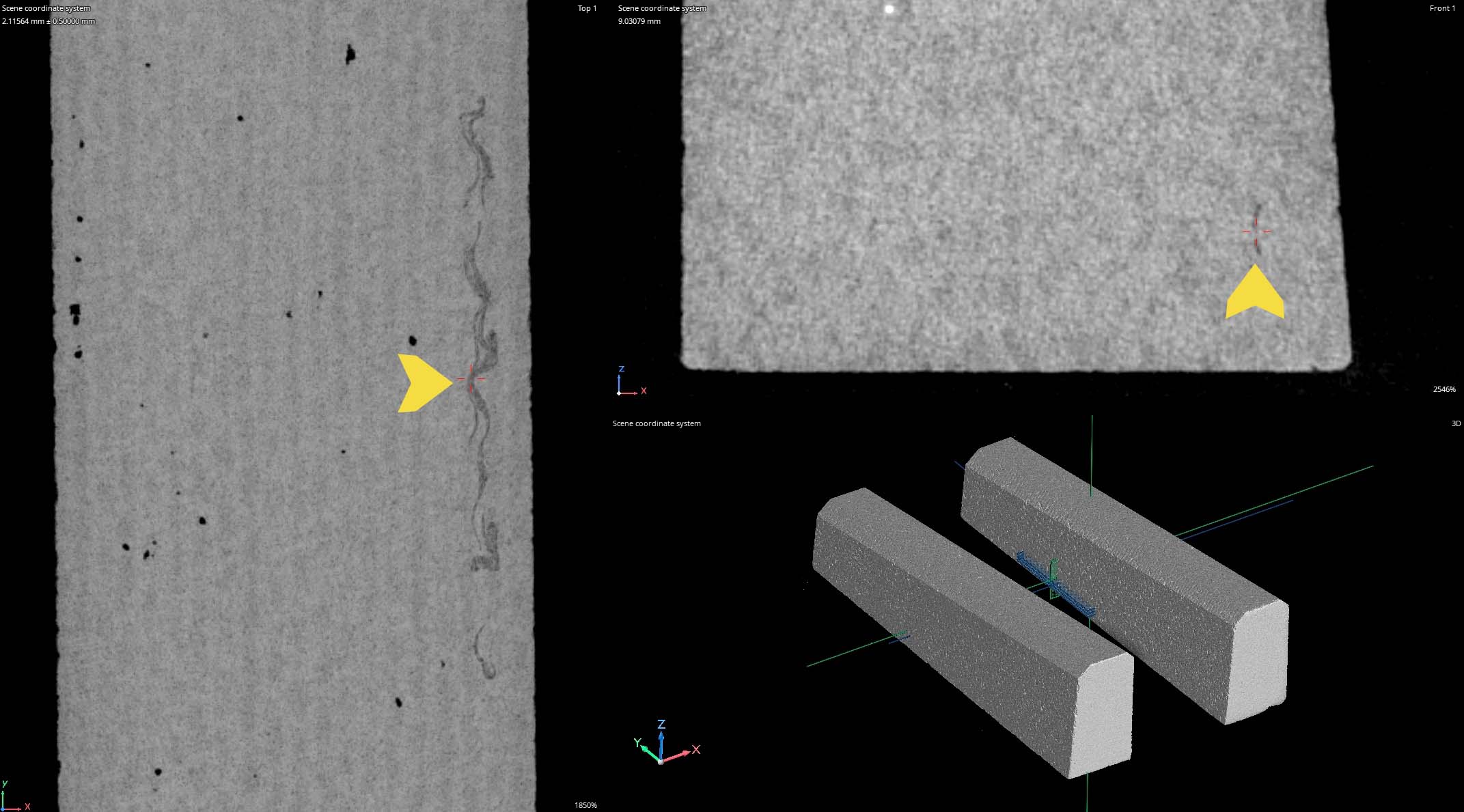
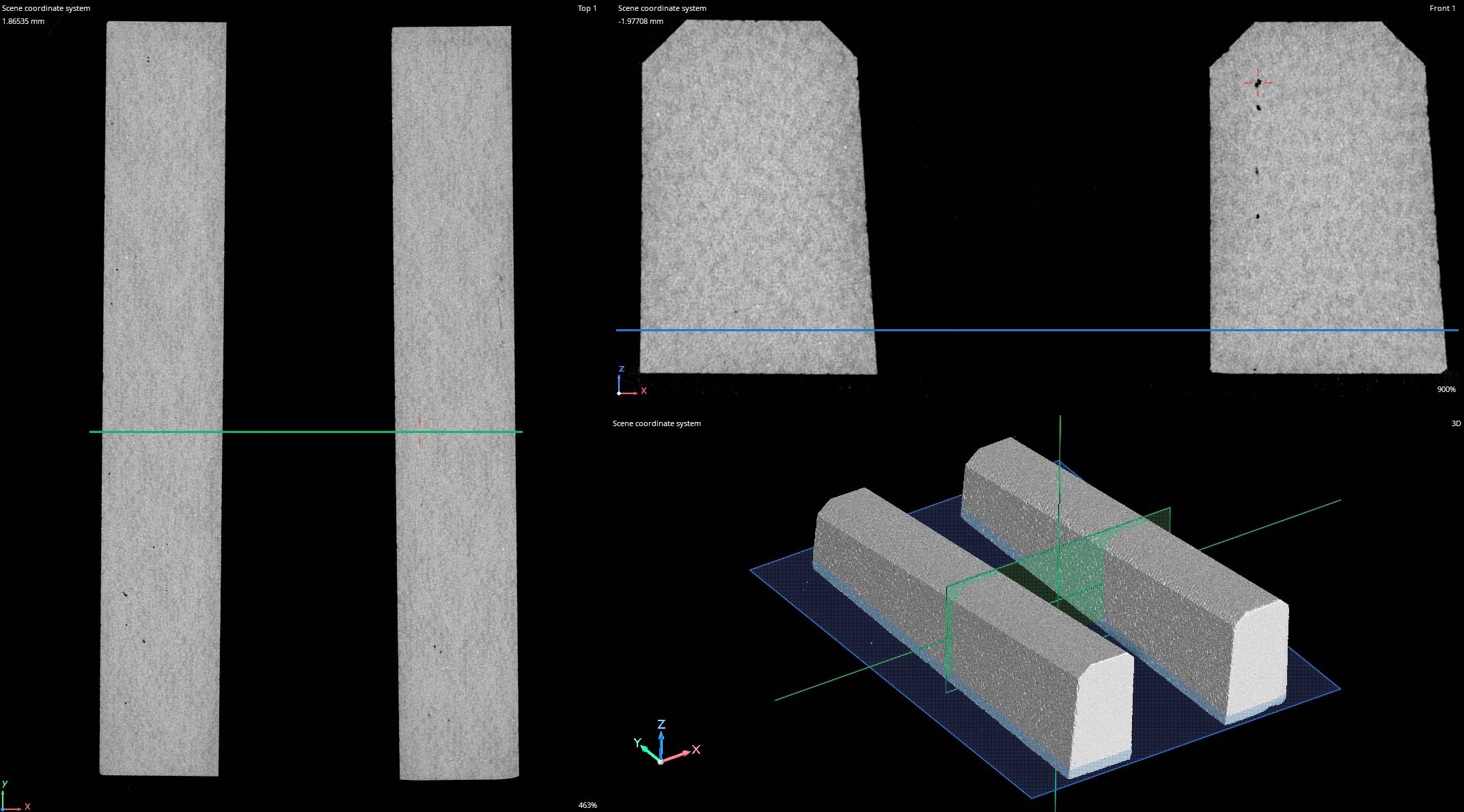
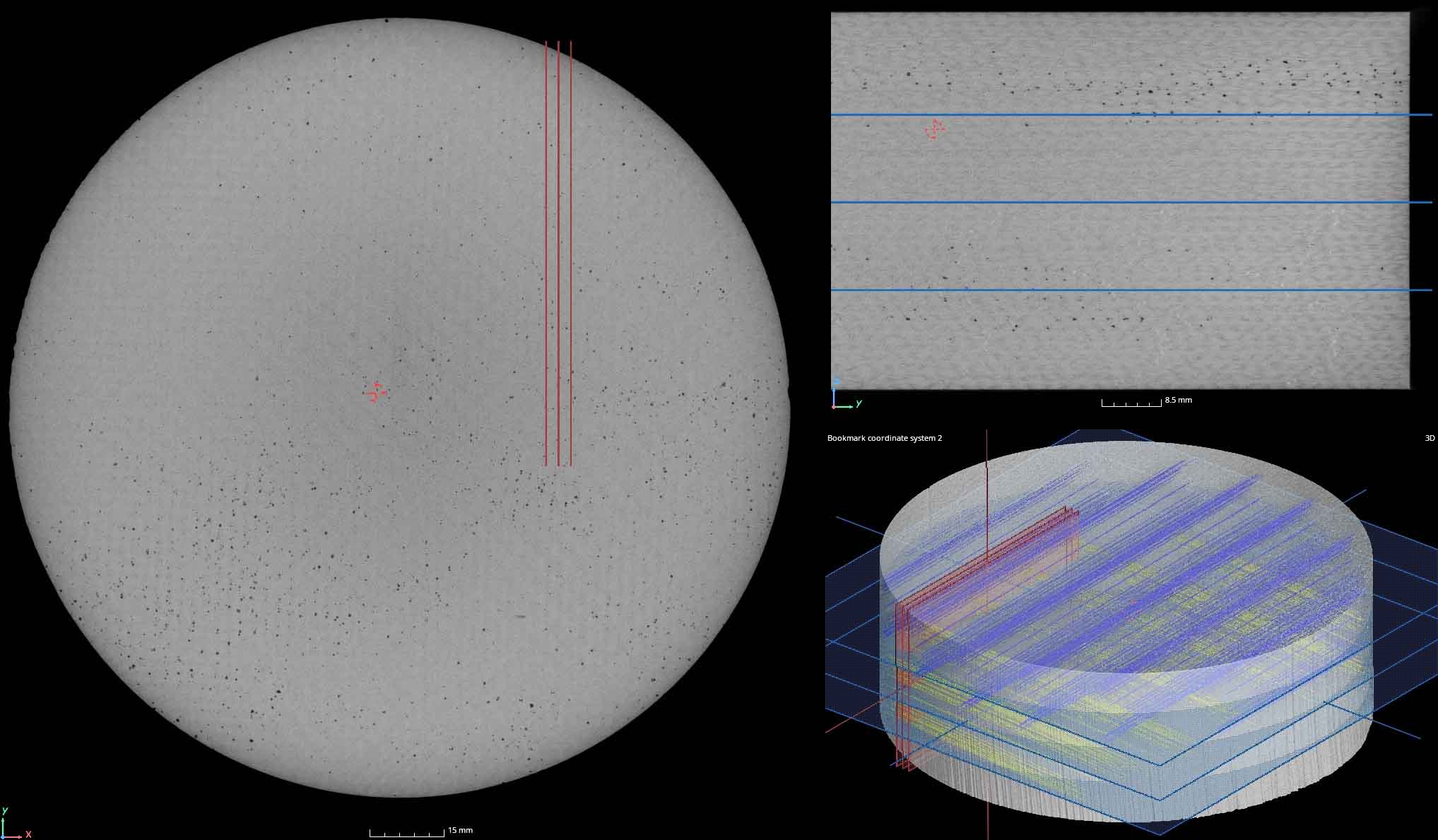
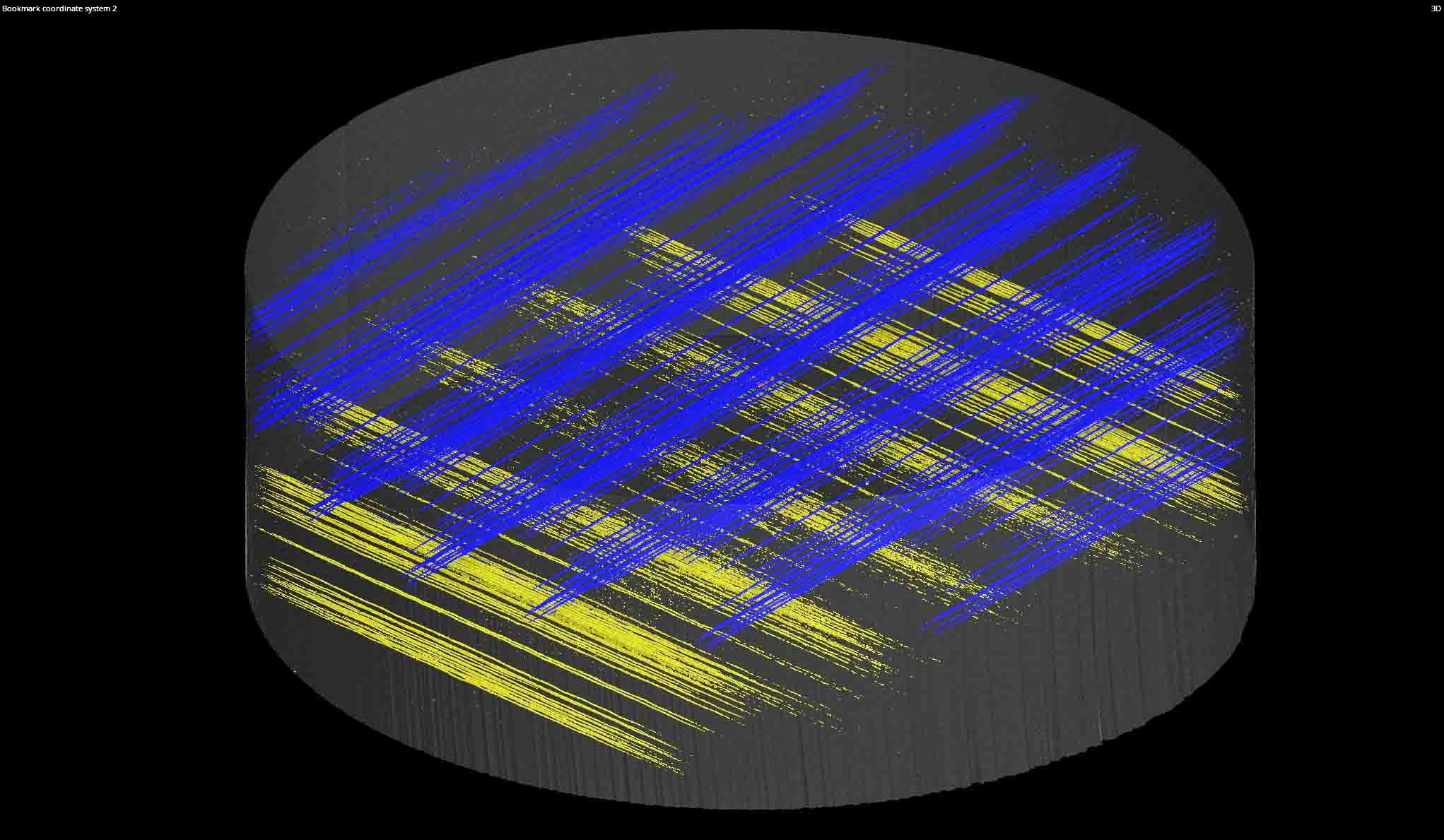
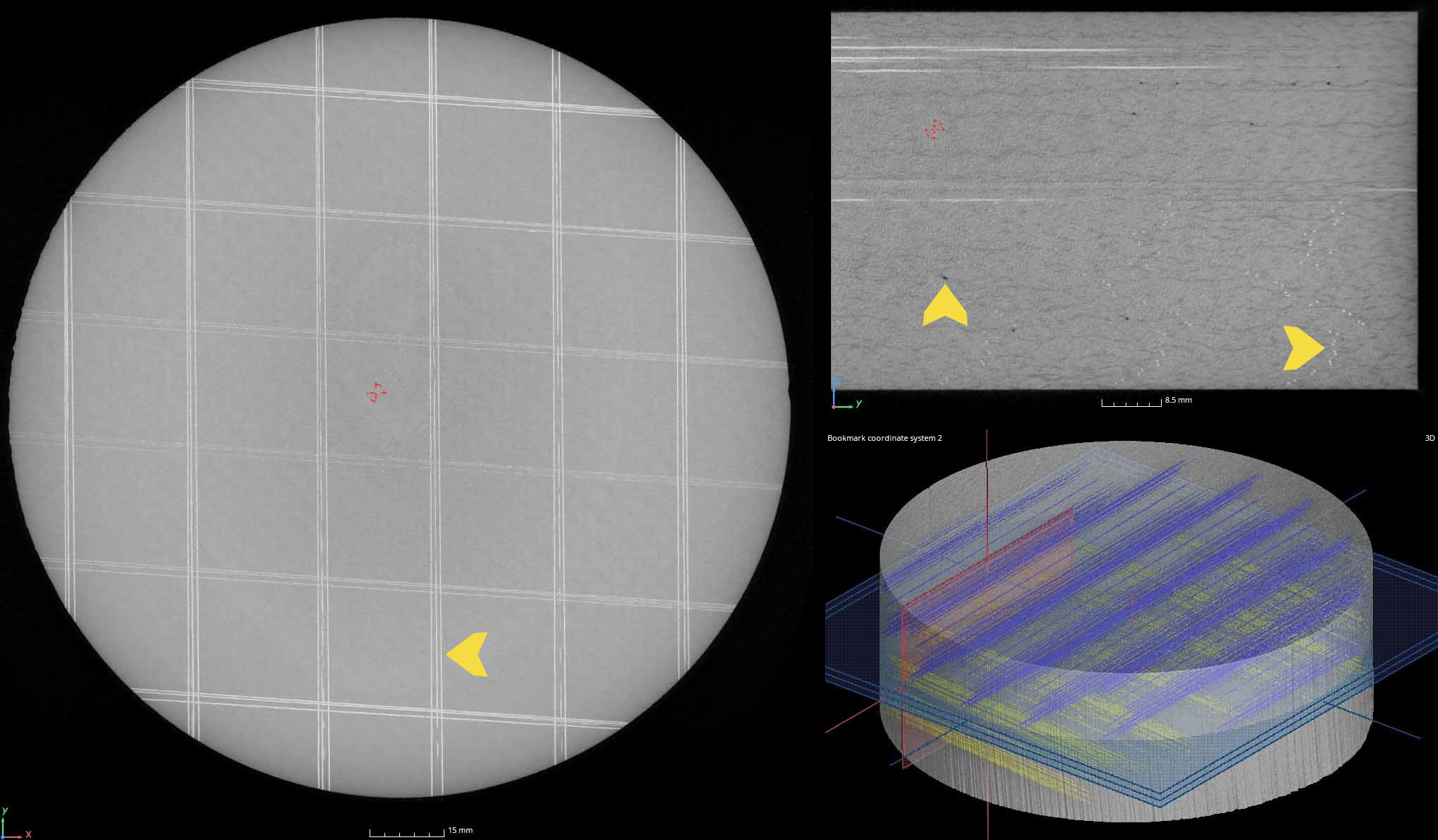
Micro-CT scanning allows us to inspect small components like stainless mesh filters for porosity, gaps, and overmold conditions.
Continue reading