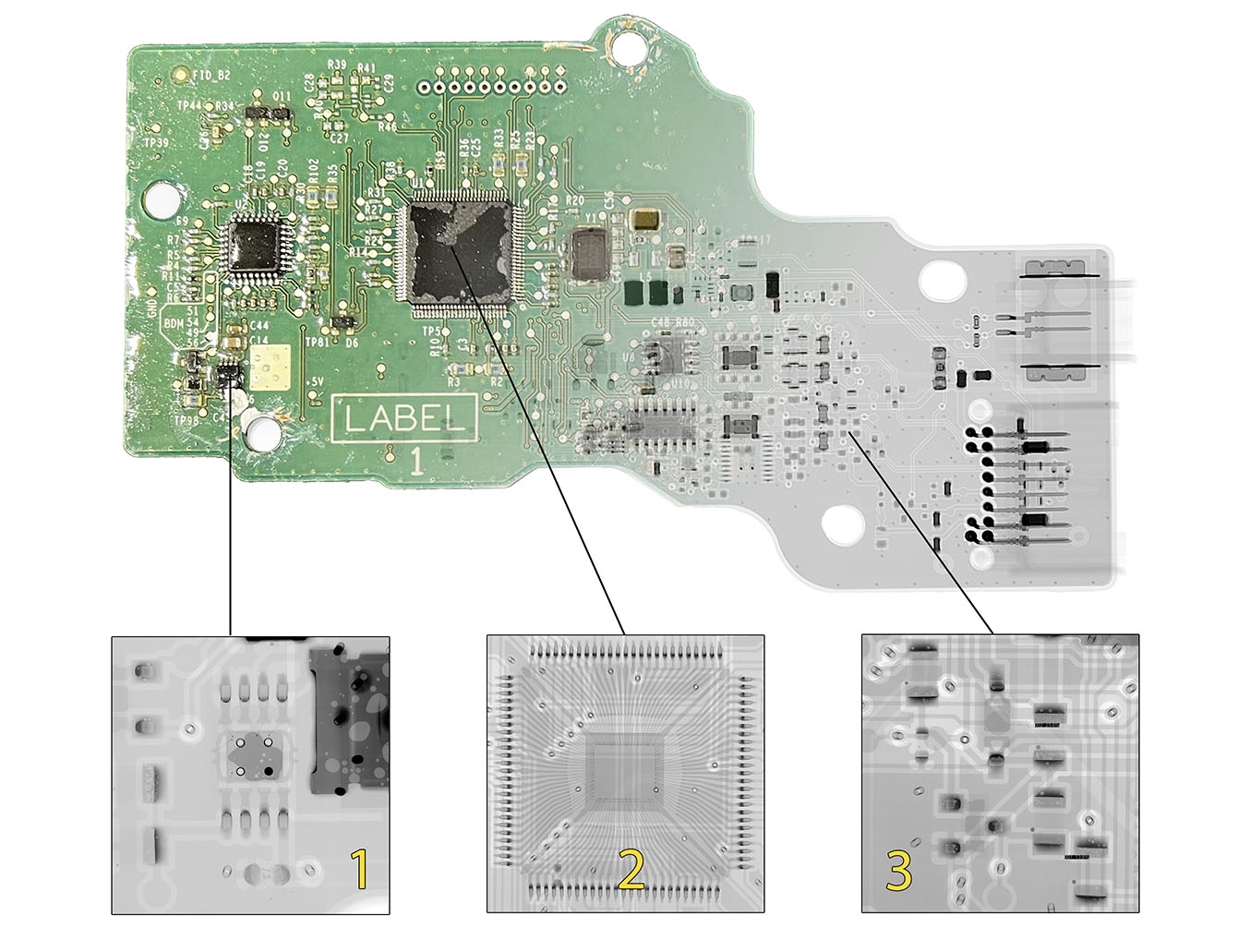
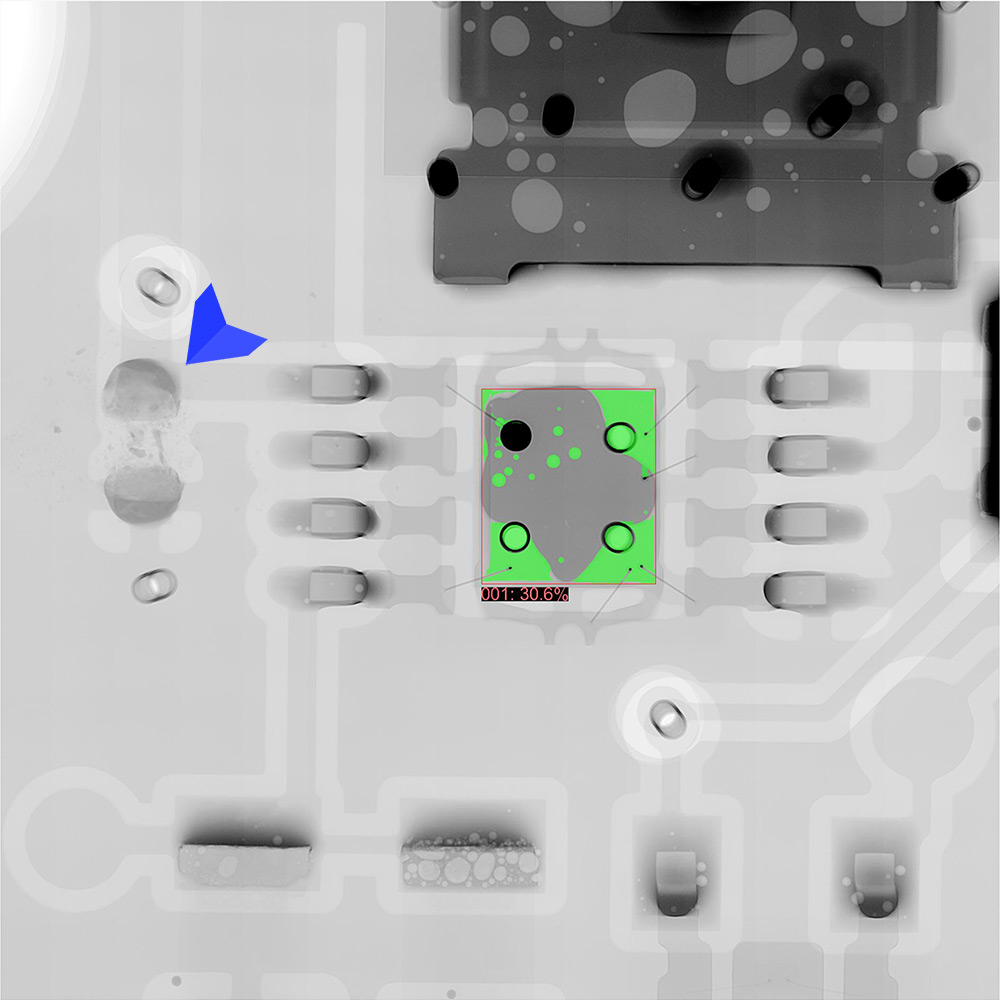
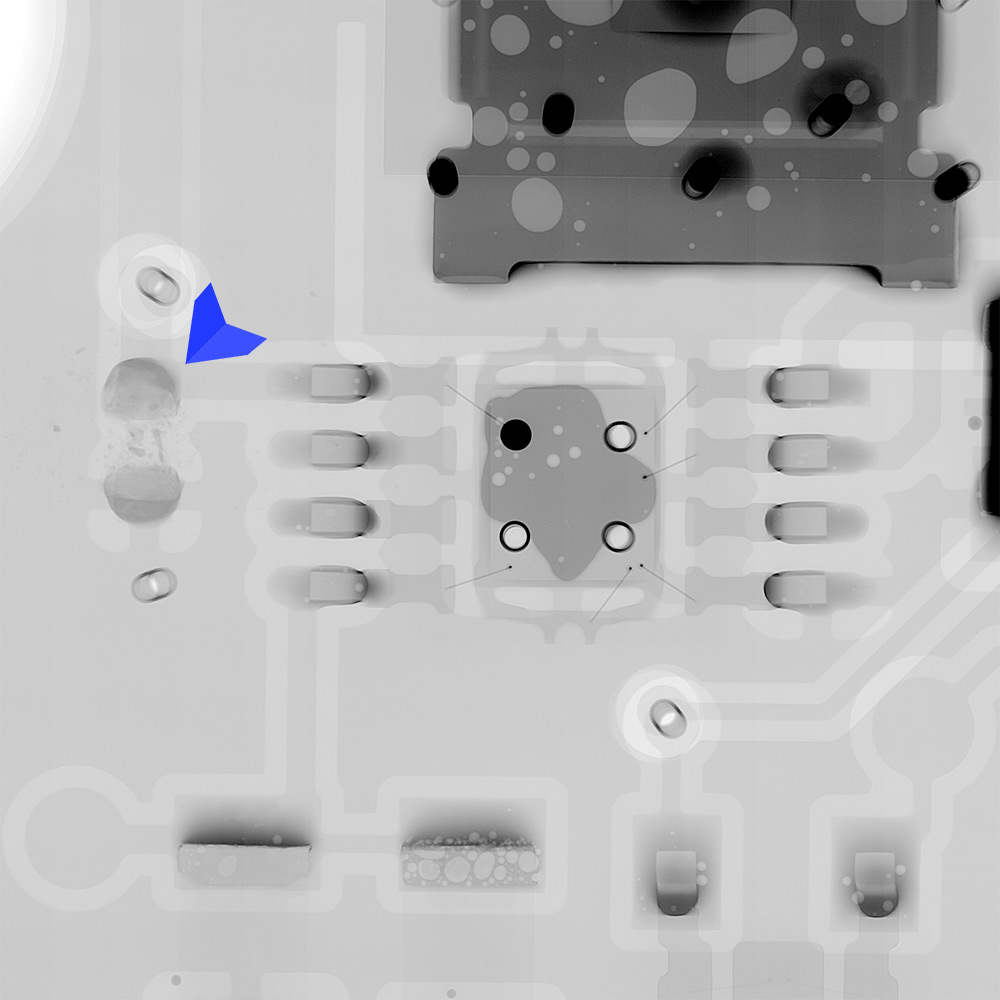
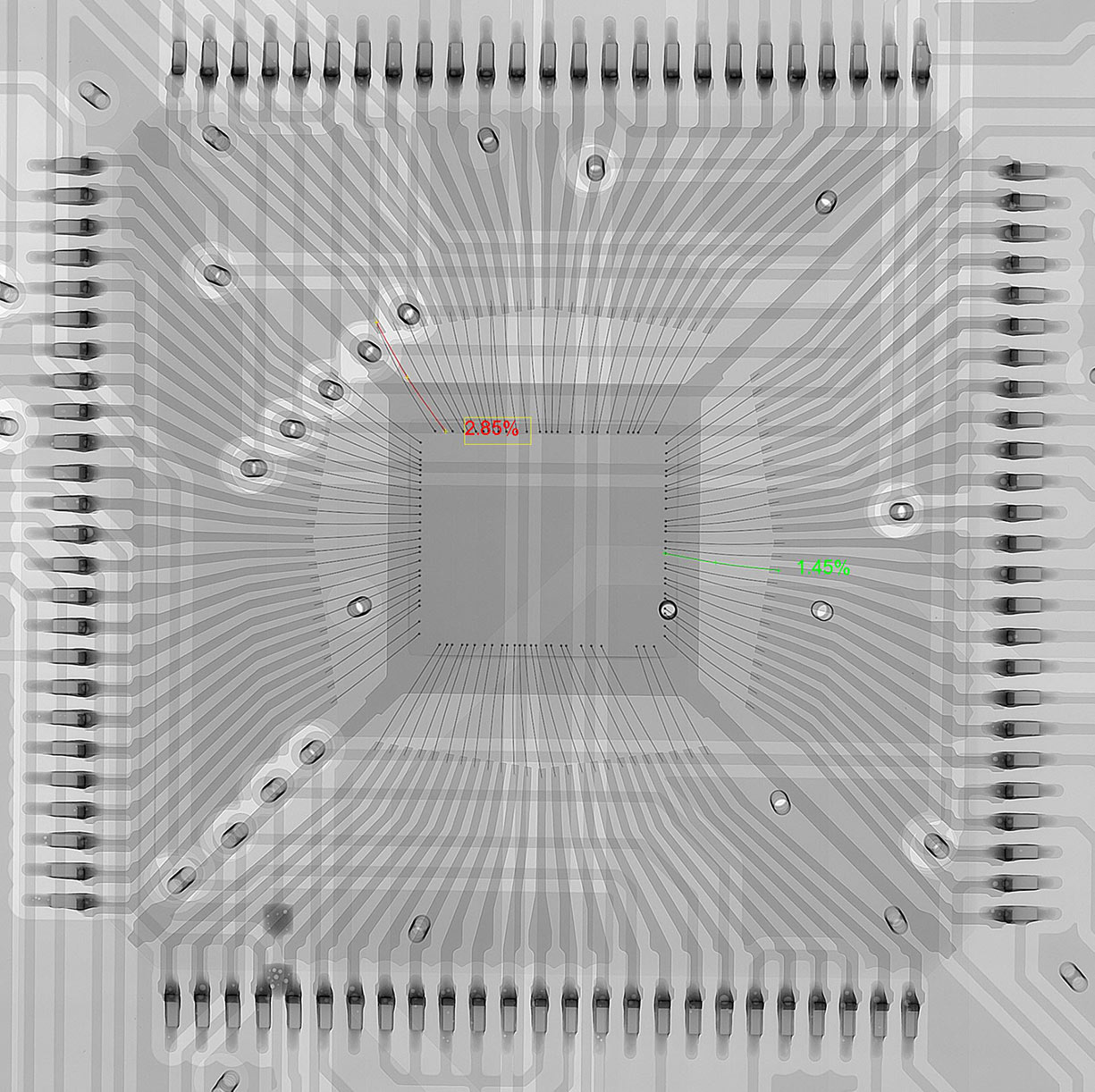
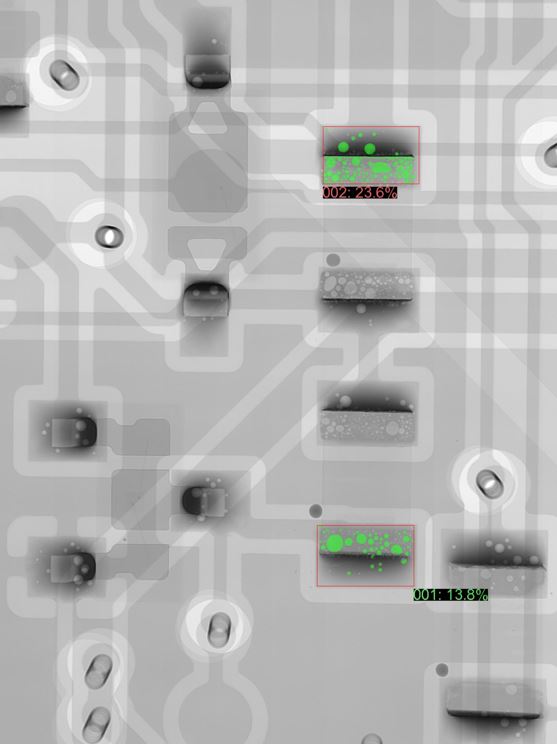
X-ray inspection is used to inspect the quality and reliability of products containing electronics by revealing hidden defects such as soldering issues, voids, misalignments, and component damage that may not be visible externally. By identifying potential problems early in the production process, X-ray inspection helps prevent failures, reduce rework costs, and enhance the overall performance and longevity of these products. This post demonstrates three inspection tools made possible using high resolution digital x-ray imaging..